 2020-10-12
2020-10-12 414
414
Соединения на шипах широко применяют при сборке столярных изделий, а также при сращивании коротких брусков для получения длинномерных материалов.
Изделия, отдельные элементы которых соединяют при помощи шипов, могут быть выполнены в виде рамок и ящиков.
К изделиям рамочной конструкции относятся:
- оконные переплеты,
- коробки,
- двери,
- форточки,
- различные элементы мебели.
(function(w, d, n, s, t) { w[n] = w[n] || []; w[n].push(function() { Ya.Context.AdvManager.render({ blockId: "R-A-327152-1", renderTo: "yandex_rtb_R-A-327152-1", async: true }); }); t = d.getElementsByTagName("script")[0]; s = d.createElement("script"); s.type = "text/javascript"; s.src = "//an.yandex.ru/system/context.js"; s.async = true; t.parentNode.insertBefore(s, t); })(this, this.document, "yandexContextAsyncCallbacks"); Рамочная конструкция может быть собрана из двух продольных и двух поперечных брусков без промежуточных связывающих элементов или с серединными брусками в виде переплетов или решеток.
Шиповые соединения в основном выполняют на клею, иногда для повышения прочности их дополнительно усиливают металлическими крепежными деталями.
По месту расположения в изделии шиповые соединения бывают:
- угловые,
- серединные,
- концевые.
Угловые шиповые соединения осуществляют при помощи плоских прямоугольных (рамных) или клиновых (зубчатых) шипов (рис. 1). Рамное шиповое соединение бывает:
- на сквозной одинарный (рис. 1 а),
- на сквозной двойной (рис. 1 б),
- на сквозной тройной (рис. 1 в) шип и соответствующую ему проушину. Обычно шипы вырезают на коротких (поперечных) брусках рамки, а проушины - на длинных (продольных).
Шипы бывают плоскими, круглыми, прямоугольными и трапециевидными. Шип, проходящий брусок насквозь, называется сквозным. Шип, не проходящий насквозь, называется скрытым.
Плоский одинарный рамный шип (рис. 1, а) состоит из следующих элементов: двух боковых граней (пластей) 5, двух заплечиков 6 и торцовой грани 4.
У проушины различают две боковые пласти 2, внутреннюю торцевую грань 1 и две внешние торцевые грани 3.
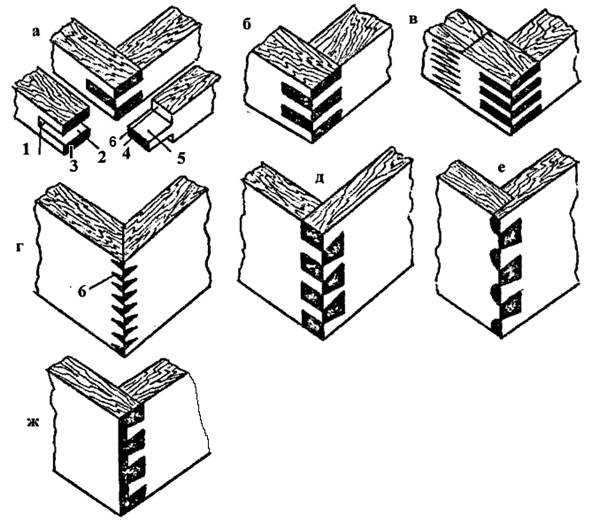
Рис. 1 - Угловые шиповые концевые соединения: а, б, в - рамные на одинарный, двойной и тройной шипы; г - клиновидные шипы; д, е, ж - «ласточкин хвост» с плоскими скругленными и закрытыми шипами; 1 - дно проушины; 2,5 - пласти; 3 - внешние торцевые грани; 4 - торец шипа; 6 - заплечики
Кроме открытых сквозных соединений бывают шиповые соединения несквозные - на шип с полупотемком или потемком. В этом случае торцовая грань (вершина) шипа скрыта или частично выступает на боковую внешнюю поверхность рамки. В столярной практике используют также шиповые соединения на ус с применением вставных круглых шипов (шкантов) или плоских шипов. Концы соединяемых брусков в этом случае предварительно торцуют под углом 45°.
Клиновые шипы для углового концевого соединения (рис. 1 г) формируют с одинаковым для обоих брусков шагом на предварительно торцованных под углом 45° концах. Чтобы острые концы шипов не выступали на внешних углах рамки, перед сборкой на торцах заготовок заранее делают фаску 7 под углом 45 ° размером, равным высоте шипа. Угловые соединения при помощи клиновых шипов обеспечивают достаточную прочность и надежность.
Угловое концевое соединение широких досок при сборе ящиков или коробок осуществляют с помощью прямоугольных шипов (рис. 1 б, в) и шипов “ласточкин хвост” с плоскими (рис. 1 д) или округленными (рис. 130 е) гранями. У мебельных ящиков шипы “ласточкин хвост” делают с лицевой стороны закрытыми (рис. 130 ж}. При этом лицевая стенка должна быть толще боковой.
Угловые серединные шиповые соединения используют при сопряжении конца одного бруска со средней частью другого (рис. 131). Такие соединения бывают в виде плоского одинарного шипа и прямоугольного несквозного или сквозного гнезда (рис. 131 а). При больших поперечных сечениях собирают детали на двойной шип и два гнезда. Соединение с помощью прямого или косого скругленного шипа и соответствующего ему гнезда овальной формы показано на рис. 131 б, в. В качестве соединительного элемента используют также цилиндрические шипы (шканты) и круглые отверстия, выполненные сверлением. Иногда при сборке крупномерных изделий применяют серединное несквозное соединение “ласточкин хвост” (рис. 131 в). Форма и размеры шиповых элементов определяют прочность соединения, поэтому их выбирают в зависимости от конструкции изделия.
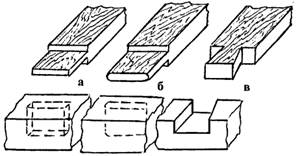
Рис. 131. Срединные шиповые соединения:
a - плоским одинарным шипом; б - прямым скругленным шипом; в - несквозным срединным «ласточкиным хвостом»
Шиповые соединения по длине (сращивание) выполняют с помощью клиновых (зубчатых) шипов. Клиновые шипы могут быть с торцовыми гранями или остроконечные. Грани шипов делают плоскими или фасонными в зависимости от применяемого режущего инструмента. Наиболее широко распространены клиновые шипы, показанные на рис. 132. Основные параметры соединения - длина шипа L и шаг соединения t. Шипы затупляют, чтобы в стыках после запрессовки оставался зазор S.
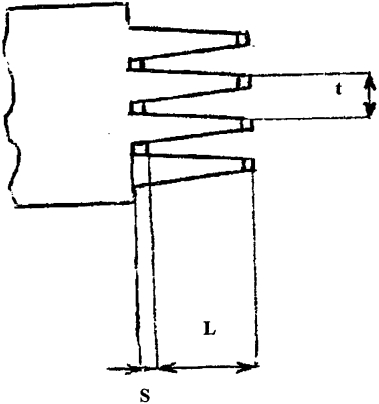
Рис. 132. Клиновой шип:
L - дпина шипа; t - шаг соединения; S - зазор
По длине различают длинные (30-50 мм), средние (10-20 мм) и мелкие (3-5 мм) шипы. В зависимости от расположения шипов по отношению к пласти склеиваемых заготовок зубчатые соединения могут быть трех типов: вертикальные, горизонтальные, диагональные.
Торцовое давление запрессовки устанавливают в зависимости от геометрических параметров зубчатого соединения, размеров поперечного сечения заготовки и породы склеиваемой древесины. Чем меньше длина шипа, тем выше давление запрессовки. Основная характеристика зубчатого клеевого соединения - его прочность. Существует две категории относительной прочности: I - не менее 75 % прочности цельной древесины и II категория - не менее 60 %.
Сборка шиповых соединений является очень ответственной частью технологического процесса. Она заключается в нанесении клея на боковые поверхности шипов и приложении определенного давления на места их запрессовки либо сразу же после нанесения клея, либо после некоторой выдержки. На качество сборки шиповых соединений влияют такие факторы: качество подготовки поверхности под склеивание, точность формирования шипов, техническая характеристика клея и режим склеивания, давление запрессовки, режим отверждения клеевой прослойки.
Отдельные элементы шипа имеют разное функциональное назначение и по-разному влияют на качество углового соединения, поэтому требования к точности их обработки различны. Наиболее важные размеры-толщина шипа и ширина проушины, так как в основном они определяют прочность и долговечность шипового соединения.
Следует помнить, что в шиповых соединениях деревянных деталей используют посадки с натягом. Натяг - это разница в размерах шипа и проушины до сборки, если толщина шипа больше размера проушины. При образовании посадок допуски проушины и шипа могут быть одинаковыми или разными. При разных допусках проушины и шипа в посадке рекомендуется, чтобы больший допуск был у проушины.
В шиповых соединениях и в местах расположения врезных приборов и крепежных деталей не допускается наличие сучков, смоляных карманов и червоточины. Влажность коробок наружных и тамбурных дверей должна быть 12 ±3 %, коробок внутренних дверей и дверных полотен - 9± 3%; влажность древесины для пробок, планок, нагелей и шкантов - на 2-3 % меньше влажности древесины деталей. Прочность на изгиб должна быть не менее 0,4 Мпа для угловых шиповых соединений дверных коробок и не менее 0,7 Мпа для обвязок дверных полотен.
Детали дверей можно изготовлять клеенными по толщине, ширине и длине. Соединения с зубчатым шипом длиной до 10 мм применяются во всех деталях без ограничения места их расположения, но в угловых соединениях на расстояниях менее 150 мм от них - исключаются. Количество соединений по длине не должно быть более трех на 1 м детали при минимальной длине склеиваемых заготовок 250 мм; склеенные элементы могут отличаться по влажности не более чем на 5 %. В зоне соединения не допускаются сучки диаметром более 5 мм. Сучки, разрешенные техническими требованиями на изделия, должны находиться от основания шипов на расстоянии не менее трех размеров сучка. Лишний сучок вырезают - расстояние от реза до сучка не менее одного размера сучка При выполнении шипового соединения следует также учесть, что склеивание необходимо производить не позднее, чем через 24 ч после формирования зубчатых шипов, так как возможно нарушение формы шипов вследствие упругого восстановления волокон древесины.
Все виды шипов можно формировать при помощи резания - пилением, фрезерованием, долблением и сверлением. Способ получения элементов шипового соединения зависит в основном от типа и конструкции шипов, а также от назначения изделия, в котором это соединение применено.
Способы обработки элементов рамного шипа приведены на рис. 133. Для формирования шипов наиболее часто применяют пиление, фрезерование и соответствующие режущие инструменты.
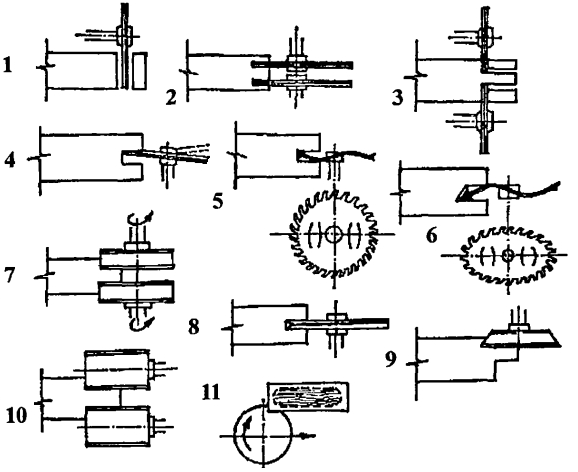
Рис. 133. Способы получения элементов рамных шипов:
1 - торцевание поперечным пилением; 2 - формирование грани прямого шипа торцовым пилением; 3 - формирование заплечиков поперечным пилением; 4 - выборка проушины; 5 - обработка пилой с волнообразным диском; 6 - формирование проушины с фасонным дном при помощи эллипсной пилы; 7 - формирование заплечиков шипа фрезерованием в торец; 8 - выборка проушин фрезерованием в торец; 9 - получение косого заплечика фрезерованием вторец; 10 - получение шипа поперечным фрезерованием цилиндрической фрезой; 11 - округление кромки прямого шипа поперечным фрезерованием цилиндрической фрезой
Вначале заготовку торцуют по длине поперечным пилением круглой пилой (рис. 133.1). Далее поле грани прямого шипа формируют торцово-продольным пилением круглыми пилами (рис. 133. 2), а заплечики - поперечным пилением (рис. 133. 3). Выборку проушины можно сделать наклонно установленной к оси вращения круглой пилой с плоским диском (рис. 133. 4). Регулируя величину наклона диска, получают требуемую ширину проушины. Эту операцию можно также осуществить пилой с волнообразным диском (рис. 133. 5). Отличительная особенность такой пилы в том, что периферийная часть диска по одному из двух взаимно перпендикулярных диаметров отогнута в (?дну сторону, а по другому - в противоположную. Вследствие отгибу режущие зубья располагаются по волнообразной линии. Величину отгиба краев диска устанавливают в зависимости от ширины обрабатываемой проушины.
Проушину с наклонным (фасонным) дном можно получить с помощью волнообразной эллипсной пилы (рис. 133. 6). Здесь зубья в зоне большого диаметра эллипсного диска отогнуты вниз и формируют нижнюю часть дна проушины, а зубья у малого диаметра отогнуты вверх и обрабатывают только верхнюю часть дна.
При обработке шипов и проушин пилением часто не обеспечивается требуемое качество обработки, поэтому для формирования этих элементов чаще используют способ фрезерования.
Обработка заплечиков шипа фрезерованием в торец показана на рис.133. 7. Торцовое фрезерование каждого заплечика отдельным инструментом позволяет получать большую длину шипа при относительно малом диаметре фрез. Выборку проушин производят фрезерованием в торец дисковой фрезой (рис. 133. 8). Кроме того, фрезерование в торец применяют для получения косого заплечика (рис.133. 9). В этом случае пласть шипа остается плоской.
Другой способ получения шипа - поперечное фрезерование цилиндрической фрезой, ось вращения которой параллельна продольной оси бруска (рис. 133. 10). К сожалению, при этом на пластах шипа образуются кинематические волны - след вращающихся ножей. При таком способе обработки невозможно получить фасонные (скошенные) заплечики, что вынуждает применять дополнительную технологическую операцию — подсечку заплечиков конической фрезой. Если овальное гнездо для шипового соединения выполняют сверлением, то затем возникает необходимость округлить кромки прямого шипа поперечным фрезерованием цилиндрической фрезой (рис. 133. 11).
(function(w, d, n, s, t) { w[n] = w[n] || []; w[n].push(function() { Ya.Context.AdvManager.render({ blockId: "R-A-327152-5", renderTo: "yandex_rtb_R-A-327152-5", async: true }); }); t = d.getElementsByTagName("script")[0]; s = d.createElement("script"); s.type = "text/javascript"; s.src = "//an.yandex.ru/system/context.js"; s.async = true; t.parentNode.insertBefore(s, t); })(this, this.document, "yandexContextAsyncCallbacks"); Зубчатые клиновые шипы получают преимущественно способом торцового фрезерования специальным многорезцовым инструментом, зубья которого должны иметь одинаковый профиль (рис. 134 а). Для сращивания длинномерных деталей применяют пиление двумя наклонно установленными друг к другу и расположенными последовательно по ходу подачи материала блоками пил разного диаметра (рис. 134 б). Для повышения прочности соединения предпочтительнее формировать клиновые шипы в два этапа: сначала пропиливать пазы круглыми пилами, а затем расфрезеровывать эти пазы шипорезной фрезой с клиновидными резцами.

Рис. 134. Способы получения зубчатых шипов
Наиболее слабое место зубчатого соединения - плоскость, которая проходит через вершину шипов. Поэтому надо стремиться уменьшать величину затупления шипов.
Для этого вначале фрезеруют шипы, получая между ними тупые впадины, а затем эти места обжимают специальным набором острых клиньев с уклоном боковых поверхностей, которые должны быть несколько меньшими, чем у нарезаемых шипов.
Прямые ящичные шипы выполняют фрезерованием в торец дисковыми фрезами, насаженными на оправку с шагом, равным шагу шипового соединения (рис. 135 а). Ящичные шипы “ласточкин хвост” фрезеруют фасонными концевыми фрезами (рис. 135 б).
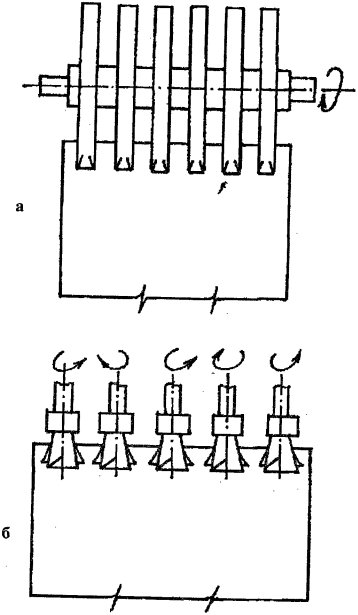
Рис. 135. Способы фрезерования ящичных шипов:
а - дисковыми фрезами; б - концевыми фрезами








