 2014-02-02
2014-02-02 1695
1695При выборе рациональной профилировки валков учитываются все факторы, влияющие на форму межвалкового зазора в процессе прокатки:
1) прогиб валков;
2) их упругое сплющивание в зонах контакта между собой и с полосой;
3) образование тепловой выпуклости;
4) распределение износа вдоль бочки.
Характер распределения износа вдоль бочек рабочих и опорных валков показан на рисунке 78. Максимальный износ рабочих валков имеет место на участках, где прокатывают кромки полосы, что объясняется пониженной температурой кромок и дополнительным поперечным скольжением, вызванным развитием уширения на краях полосы. Глубина износа рабочих валков в чистовой группе клетей достигает примерно 0,1 – 0,2 мм на радиус.
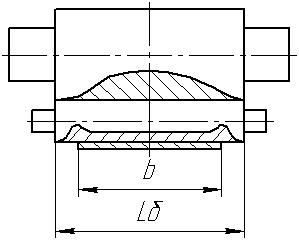
Рисунок 78 – Распределение износа вдоль бочек рабочих и опорных валков
Износ опорных валков происходит в результате проскльзования в зоне контакта бочек рабочих и опорных валков.
С учетом всех вышеуказанных факторов профилировка валков широкополосных станов чаще всего применяется следующая:
Рабочие валки клетей черновой группы. Выпуклые (0,2 – 0,5 на диаметр).Изготавливают из углеродистого чугуна с отбеленным поверхностным слоем, однако иногда применяются и стальные валки.
Рабочие валки чистовых клетей. Выпуклые, цилиндрические или вогнутые;изготавливают из легированного чугуна с отбеленным поверхностным слоем. Особо высокие требования по износостойкости предъявляют к рабочим вакам последних клетей чистовой группы. Их изготавливают из хромоникилиевого чугуна, причем процесс отливки построен так, что валки получаются двухслойными, с разным содержанием легирующих элементов в наружных и внутренних слоях.
Опорные валки всех клетей цилиндрические (со скосами на краях бочки).
Если применяются выпуклые или вогнутые рабочие валки, то профилировка выполняется только на верхнем валке, а нижний валок изготавливается цилиндрическим.
Однако следует подчеркнуть, что универсальной, пригодной для всех станов профилировки не существует. Окончательный выбор профилировки зависит от многих условий: конструкции стана, сортамента выпускаемой продукции, системы охлаждения валков, применения технологической смазки.
Лекция 67








