 2014-02-02
2014-02-02 3587
3587Планетарные станы по своему устройству и принципу действия существенно отличаются от обычных прокатных станов. Имеется несколько типов планетарных станов; наиболее распространенными являются станы конструкции Сендзимира и Круппа-Платцера.
Стан типа Сендзимира (рисунок 79) состоит из двух приводных опорных валков большого диаметра, каждый из которых окружен набором холостых рабочих (планетарных) валков малого диаметра. Рабочие валки закреплены в сепараторах. В процессе прокатки опорные валки и сепараторы вращаются по ходу движения полосы. Сепараторы вращаются за счет действия сил трения на контакте между рабочими и опорными валками; их угловая скорость меньше, чем скорость опорных валков. Из анализа кинематики также видно, что рабочие валки вращаются против хода прокатки, поэтому они не могут захватывать и продвигать полосу. Для осуществления процесса планетарной прокатки необходимо применение заталкивающей силы Q (рисунок 79 а). Такая сила создается с помощью специальных задающих валков, которые устанавливаются в одной клети вместе с планетарными валками.
Планетарные станы отличаются очень высокой обжимающей способностью. Каждый рабочий валок, соприкасаясь с металлом (рисунок 79 б), совершает небольшое обжатие (0,2- 0,5 мм), но полоса, проходя через зону деформации, подвергается многократному воздействию рабочих валков, благодаря чему суммарное обжатие достигает 95—98%. В результате очень интенсивной деформации температура металла при обработке не только не падает, но даже повышается на величину порядка 50-150  . Этот эффект позволяет снизить температуру нагрева металла перед прокаткой, что способствует уменьшению окалинообразования.
. Этот эффект позволяет снизить температуру нагрева металла перед прокаткой, что способствует уменьшению окалинообразования.
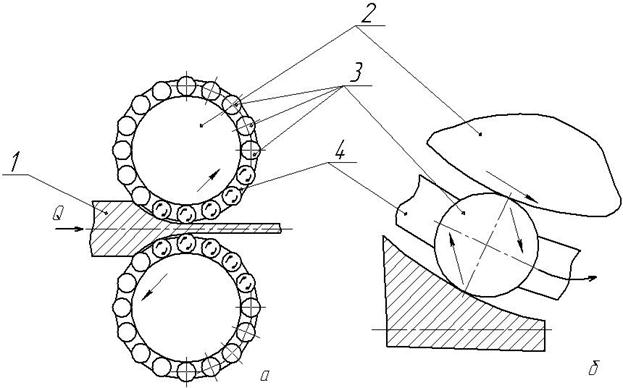
Рисунок 79 – Схема планетарной прокатки:
а – узел планетарных валков; б – зона действие одного рабочего валка; 1 – полоса; 2 – опорные валки; 3 – рабочие валки; 4 – сепараторы.
При выходе из планетарных валков на поверхности полосы остаются небольшие поперечные волны (гребешки). Для устранения их применяется дополнительная прогладочная клеть. Состав основного оборудования агрегата с планетарным станом показан на рисунке 80.
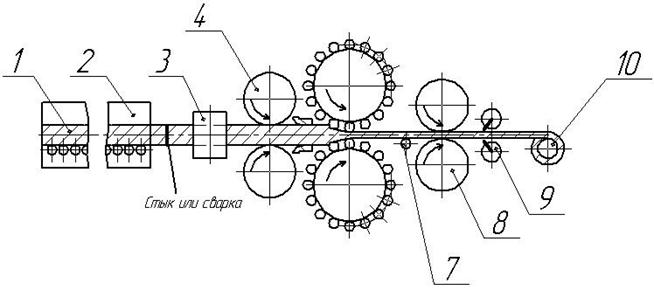
Рисунок 80 – Схема планетарного стана конструкции Сендзимира.
1 – заготовка (сляб); 2 – проходная нагревательная печь; 3 – вертикальные валки; 4 – задающие валки; 5 – проводки; 6 – узел планетарных валков; 7 – петлерегулятор; 8 – валки прогладочной клети; 9 – летучие ножницы для обрезки концов полос; 10 – моталка.
На планетарных станах прокатывают полосы сечением (1 - 6)х(200 - 1300) мм из слябов толщиной 40-150 мм. Основные конструктивные параметры этих станов: диаметр опорных валков 400-1400 мм; диаметр рабочих валков 50-200 мм; число рабочих валков на одном опорном 20-30; скорость входа сляба 0,3-3,5 м/мин; скорость выхода полосы 0,5-2,0 м/с; мощность главного двигателя планетарной клети 500-6000 кВт. Производительность агрегата, в зависимости от сортамента прокатываемых полос и коэффициента использования, составляет 10-200 тыс. т/год.
Станы типа Круппа-Платцера (рисунок 81) отличаются от станов Сендзимира тем, что рабочие валки, осуществляющие деформацию, опираются на промежуточные валки; последние катятся по неподвижным круглым балкам (опорным валкам). Рабочие и промежуточные валки закреплены в сепараторах, которые получают вращение от двигателя.
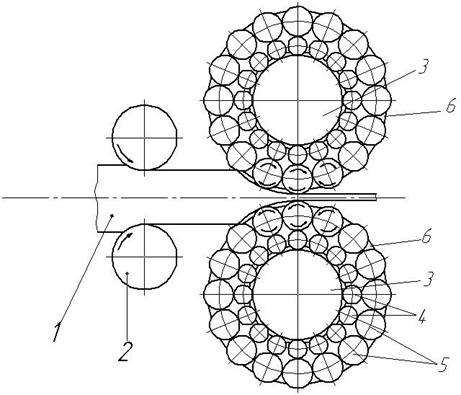
Рисунок 81 – Схема планетарной клети конструкции Круппа-Платцера
Существуют станы с одним только планетарным валком, а роль второго деформирующего инструмента выполняет обычный цилиндрический валок или неподвижная плита (станы японской фирмы Дайдо). Эти станы более просты в настройке (отпадает необходимость в синхронизации движения сепараторов на двух опорных валках), но их обжимающая способность ниже, чем у станов с двумя планетарными валками.
Область применения планетарных станов - это в основном прокатка малых партий полос специальных труднодеформируемых сталей и сплавов. Главным достоинством этих станов является возможность осуществления интенсивной деформации при компактном составе оборудования. К числу существенных достоинств этих станов также относятся гибкость технологии и возможность проведения деформации без падения температуры металла. Однако эти станы имеют низкую производительность и сложное оборудование, которое подвергается быстрому износу в связи с циклическим, толчковым характером нагружения.
Лекция 67








