 2014-02-02
2014-02-02 4102
41021.Сравнительная характеристика типов производства
2. Поточный метод организации производства
3. Организация автоматизированного производства
Тип производства — это комплексная характеристика технических, организационных и экономических особенностей промышленного производства, обусловленная его специализацией, объемом и повторяемостью выпуска изделий.
Различают три основных типа организации производства: массовое, серийное и единичное. В свою очередь серийное производство подразделяется на крупно-, средне- и мелкосерийное.
Таблица- Характеристика типов производства
| № | Факторы | Тип производства | ||
| п/п | единичное | серийное | массовое | |
| Номенклатура изготавливаемых изделий | Большая | Ограниченная | Малая | |
| Постоянство номенклатуры | Отсутствует | Имеется | Имеется | |
| Объем выпуска | Малый | Средний | Большой | |
| Закрепление операций за рабочими местами | Отсутствует | Частичное | Полное | |
| Применяемое оборудование | Универсальное | Универсальное +специальное (частично) | В основном специальное | |
| Применяемые инструмент и оснастка | Универсальные | Универсальные +специальные | В основном специальные | |
| Квалификация рабочих | Высокая | Средняя | В основном низкая | |
| Себестоимость продукции | Высокая | Средняя | Низкая | |
| Производственная специализация цехов и участков | Технологическая | Смешанная | Предметная |
Поточный метод организации производства характерен для массового типа предприятий, однако он может применяться на предприятиях с серийным и даже единичным типом производства, например при изготовлении унифицированных деталей и узлов. При поточном методе организации производства производственный процесс организуется в строгом соответствии с основными принципами рациональной организации производства: специализацией, прямоточностыо, пропорциональностью, ритмичностью и др.
Поточный метод организации производства представляет собой
совокупность приемов и средств реализации производственного процесса, при котором обеспечивается строго согласованное выполнение всех операций технологического процесса во времени и перемещение предметов труда по рабочим местам в соответствии с установочным тактом выпуска изделий. При этом рабочие места, специализированные на выполнении определенных операций, располагаются в последовательности технологического процесса, образуя поточную линию.
Для передачи предмета труда от одной операции к другой, как правило, применяется специальный механизированный транспорт. Для поточного производства характерны расположение рабочих мест строго в соответствии с ходом технологического процесса, исклю-чающее возвратные движения изготовляемых объектов и непрерывность передачи предметов труда с одной операции на другую или одновременное протекание нескольких операций (видов обработки) при применении многофункциональных машин.
Основные признаки поточного производства:
1) прямолинейность (прямоточность) –расположение рабочих мест в соответствии с последовательностью выполнения операций технологического процесса, исключающее возвратные движения изготавливаемых объектов;
2) непрерывность – отсутствие пролеживания обрабатываемых объектов;
3) параллельность – одновременное выполнение операций на отдельных рабочих местах;
4) пропорциональность – отсутствие диспропорций в производительност на взаимосвязанных операциях;
5) ритмичность – выпуск в равные промежутки времени одинакового количества изделий. Показателем ритмичности является равенство (кратность) отношений затрат времени на операции (ti) к количеству рабочих мест на каждой из них, т.е.
t1/C1 =t2/C2=t3/C3=r
r- такт поточной линии;
6) гибкость- возможность перенастраивать, переналаживать поточные линии на изготовление различных групп изделий, полученных при классификации по конструкционно-технологическим признакам.
Расчеты поточных линий. Согласование и ритмичное выполнение
всех операций осуществляется на основе единого расчетного такта
поточной линии.
Выбор организационных форм поточных линий определяется
-тактом работы линии,
-степенью синхронизации операций технологического процесса,
- уровнем загрузки рабочих мест на линии.
— Такт поточной линии (r) — промежуток времени между выпуском изделий (деталей, сборочных единиц) с последней операции или их запуском на первую операцию поточной линии.
r=(Tp-Tпер) /В
где Тр – продолжительность рабочего периода (в сменах, сутках, минутах, часах), Тпер – время всех перерывов за этот же период; В – объем выпускаемой в этот период продукции.
— Ритм (R)- это количество изделий, выпускаемых поточной линией в единицу времени, или величина, обратная такту.
R=1/r
— Синхронизация - процесс выравнивания длительности операции технологического процесса согласно такту поточной линии. Время выполнения операции должно быть равно такту линии или кратно ему.
- дифференциация операций;
- концентрация операций;
- установка дополнительного оборудования;
- интенсификация работы оборудования (увеличение режимов обработки);
- применение прогрессивного инструмента и оснастки;
- улучшение организации обслуживания рабочих мест и т.д.
— Число рабочих мест на каждой операции (Ср) определяется путем деления штучного времени (tшт) на время такта (r):
— Ср= tшт / r
— Штучное время - это время, необходимое для выполнения всех трудовых приемов по каждой отдельной операции.
Расчетное число рабочих мест на операцию (Рм) округляется до ближайшего целого числа, и в дальнейших расчетах принимается фактическое число рабочих мест (Рф).
Округлять число рабочих мест целесообразно до ближайшего меньшего числа. При округлении числа рабочих мест необходимо учитывать использование рациональных режимов работы оборудования, рациональной оснастки и т. п. Допустимая перегрузка в расчетах должна быть не более 10-12 %.
Коэффициент загрузки рабочих мест на каждой операции:
Ср-расчетное число
Сф- фактическое число раб мест
Средний коэффициент загрузки рабочих мест на поточной линии
Данные коэффициенты являются показателями целесообразности применения поточного производства. Желательно иметь в массово-поточном производстве нижний предел закгрузки рабочих мест 80-85%, в серийно-поточном 70-75%.
Для размещения и организации работы любой поточной линии
рассчитывается шаг конвейера или поточной линии. Он зависит от
габаритов обрабатываемых (собираемых) изделий и используемого оборудования.
Шаг / — это расстояние между центрами

Общая длина конвейера поточной линии L зависит от ее шага и
числа рабочих мест на линии:
Скорость движения конвейера поточной линии v зависит от шага и такта линии:

Цикл поточной линии Тц рассчитывается по формуле
По степени непрерывности использования рабочего времени, использования во времени оборудования и предметов труда поточное производство разделяется на непрерывно-поточное и прямоточное. При непрерывно-поточном производстве нормы времени операций равны или кратны такту, изделия перемещаются с операции на операцию без пролеживания, за каждым рабочим местом закреплены определенные
постоянно выполняемые операции. Непрерывно-поточное производство наиболее совершенная форма организации производства.
На однопредметных непрерывно-поточных линиях (ОНПЛ) изготавливается, как правило, один вид продукции,а на многопредметных непрерывно-поточных линиях (МНПЛ) —несколько технологически родственных видов продукции, значит, здесь на каждом рабочем месте выполняется не одна, а несколько детале-операций. МНПЛ подразделяется на групповые (с последовательным чередованием) и переменно-поточные (с последовательно-партионным чередованием).
Групповой называют МНПЛ, на которой технологически родственные
изделия обрабатываются без переналадки оборудования. Технологические процессы изготовления всех закрепленных за линией изделий полностью синхронизированы.
Переменно-поточной называют МНПЛ, на которой непрерывно обрабатываются (собираются) изделия разных наименований (либо типоразмеров) чередующимися партиями. В связи с различием применяемой
технологии и технологической оснастки при обработке различных наименований изделий при смене партии изделий осуществляется переналадка оборудования. Здесь технологические процессы также синхронизированы.
В каждый конкретный период времени на такой линии изготавливается
изделие только одного наименования.
Расчет такта (ритма) потока ОНПЛ и МНПЛ определяется по программе запуска продукции на линию за рассчитываемый период времени.
При прямоточном производстве нормы времени по операциям не равны и не кратны такту, вследствие чего возникают пролеживания изделий либо простои рабочих мест. Прямоточные линии создаются там, где нельзя синхронизировать технологические операции. Например, они имеют место в механических цехах, где величина нормы времени в значительной мере зависит от применяемых расчетных режимов резания, а остальные ее составляющие — от затрат времени на трудовые приемы (неодинаковые на различных операциях).
Однопредметные прерывно-поточные линии (ОППЛ) применяются и в сборочных цехах массового и крупносерийного типов производства, когда невозможно достичь непрерывности обработки предметов, работы оборудования и рабочих операторов.
По количеству разновидностей одновременно изготовляемых изделий, т. е. специализации, потоки различают специализированные (одна разновидность) и широкоассортиментные (несколько разновидностей).
Специализированные потоки применяются при изготовлении изделий больших серий (в массовом и крупносерийном производстве). В машиностроении эти потоки называют однопредметными, а широкоассортиментные— многопредметными. Последние применяются при
изготовлении изделий небольшими сериями. Они имеют разнообразныеформы запуска.
По характеру питания рабочих мест различают потоки с централизованным и децентрализованным запуском. При централизованном
запуске весь комплект деталей подается в поток из одного пункта, при децентрализованном — только на те рабочие места, где они обрабатываются. При этом предметы труда могут запускаться либо поштучно, либо передаточной (транспортной)партией.
По условиям передачи смен потоки могут быть съемные и несъемные.
В съемных потоках рабочий каждой смены специализируется на изготовлении изделий одной разновидности. По окончании смены весь комплект незавершенного производства снимается с потока и хранится до следующего рабочего дня, до начала работы этого же коллектива рабочих. Это способствует расширению ассортимента продукции и упрощает учет, но ведет к увеличению незавершенного производства, потерь рабочего времени в начале и конце смены.
На несъемных потоках обработку детали продолжают рабочие очередной смены. В них меньше потери рабочего времени на подготовительно- заключительные операции, меньше объем незавершенного производства, не требуются дополнительные площади.
Структура и планировка поточной линии. Под структурой поточной линии понимаются состав входящих в нее рабочих мест, транспортныхсредств, управляющих и других систем и устройств и производственныевзаимосвязи между ними.
В поточном производстве применяются
- средства периодического транспорта (краны, тельферы, электрокары и др.),
- бесприводные средства непрерывного транспорта (рольганги, скаты), приводные средства непрерывного
- транспорта (ленточные, пластинчатые, цепные транспортеры),
- роботизированные транспортные средства (промышленные роботы, различные транспортно-накопительные автоматизированные системы).
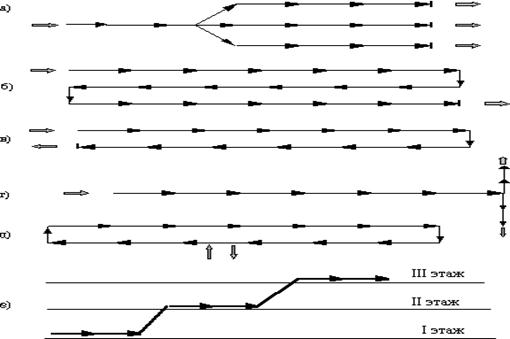
Схемы движения изделий по поточным линиям:
а — разветвляющаяся; б — зигзагообразная; в — П-образная;
г — Т-образная; д — замкнутая; е — многоуровневая.
Комплектование поточных линий оборудованием может осуществляться:
• прямолинейным расположением оборудования (рис. 4.1);
• зигзагообразным, Г- и сУ-образным расположением оборудования
(рис. 4.2);
• кольцеобразными внешними контурами (рис. 4.3).
Расположение оборудования у транспортного средства может быть
однорядное (рис. 4.1, а), двухрядное (рис. 4.1,6) или в шахматном порядке
(рис. 4.1, в).
Выбор рациональной структуры и компоновка являются важной
предпосылкой разработки оптимальной планировки поточных линий,
в результате которой определяется ее внешний контур, способ расстановки
оборудования, расположение транспортных средств, средств
промежуточного и окончательного контроля, мест для заделов.
Оптимальный вариант обеспечивается моделированием поточных линий на ЭВМ. Структура поточного производства на уровне цеха включает состав поточных линий различного назначения, робототехнических комплексов, гибких автоматизированных модулей, транспортно-накопительных, управляющих и других систем и форм производственных взаимосвязей между ними.
Планировка поточной линии начинается с разработки схем рабочих мест по всем операциям и выбора рациональных транспортных средств. При этом должны обеспечиваться принцип прямоточности, удобство транспортировки деталей к рабочим местам, рациональное использование производственных площадей. Выбор транспортных средств осуществляется с учетом габаритов, массы, объема и постоянства выпуска изделий, особенностей выполнения операции и возможностей транспортных устройств.
При обработке на стационарных рабочих местах заготовок и деталей, а также при сборке узлов и изделий небольших габаритов и массы на стационарных рабочих местах применяются поточные линии с распределительным конвейером.
Распределительный конвейер — это линия, оснащенная механическим транспортером, который перемещает изготовляемые изделия (детали), направляет их с помощью разметочных знаков или автоматических устройств к рабочим местам, регламентирует ритм линии.
Обычно скорость распределительных конвейеров находится в пределах
0,5-2 м/мин.
Более совершенными являются поточные линии с распределительным конвейером, когда рабочие освобождаются от съема и укладки объектов на конвейер, — последние распределяются по рабочим места автоматически. Здесь имеются приемные и отправочные устройства с таймерами, гибко связанные с движущимся конвейером.
Если объекты не снимаются с конвейера, то он называется рабочим (рис. 4.5). Рабочий конвейер оснащен механическим транспортером, который перемещает обрабатываемый объект вдоль линии, регламентирует ритм работы и служит местом выполнения операций. Эти линии применяют для сборки и сварки изделий, заливки в формы, окраски узлов и агрегатов и т. д. Они могут быть с прерывным (пульсирующим) и непрерывным движением конвейера. В первом случае операции выполняются в период остановки конвейера, во втором — на ходу. Пульсирующие конвейеры применяют при изготовлении изделий, требующих неподвижного положения при выполнении операций технологического процесса, или когда скорость конвейера при непрерывном его движении больше допустимой.
Шаг рабочего конвейера при сборке небольших изделий обычно принимают равным 1-1,2 м. Максимально допустимый шаг лимитируется допустимой скоростью движения конвейера. Рациональными скоростями рабочего конвейера с непрерывным движением считаются 0,5-2,5 м/мин при сборке относительно небольших объектов или при повышенных требованиях к ее точности. Если скорость больше, чем 2,5 м/мин, рекомендуется применять конвейер пульсирующего типа.
Возрастающие темпы роста производительности труда, требования
к улучшению качества и расширения ассортимента изделий на промышленных предприятиях вызвали необходимость создания и внедрения комплексно-механизированных и автоматизированных потоков.

