2014-02-05
2014-02-05 1323
1323Тема 1.3.1 Общие сведения о литейных формах. Конструкция и элементы песчаной литейной формы.
Тема 1.3. Изготовление отливок в песчаных формах
Рис.2 Современные печи для плавки цветных металлов и сплавов
Наиболее широкое применение получили электрические печи сопротивления и индукционные. На рис. 2, б приведена схема электропечи сопротивления для плавки алюминиевых сплавов. Металл загружают в камеры 1,находящиеся с обеих сторон печи. Спирали 2,нагреваемые электрическим током, передают тепло металлу, находящемуся в камере плавления; металл расплавляется и стекает в сборник 3. При помощи роликов 4 печь наклоняется и металл через летку 5 выпускается в ковш.
Магниевые сплавы плавят в печах с нефтяным, газовым и электрическим обогревом. На рис. 2, в показана печь со стационарным тиглем для плавки магниевых сплавов емкостью 200…250 кг.Тигель 1 монтируется в горне 2. Печь нагревается при помощи нефтяной форсунки или газовой горелки 3; температура регулируется автоматически.
На рис. 98, г приведена тигельная печь сопротивления с нагревательной обмоткой вокруг тигля.
В качестве металлической шихты применяют чушковый чугун, металлический лом, оборотный металл (литники, всплески, бракованные отливки и стружка), сплавы – раскислители и присадки – модификаторы. Флюсами служат известняк, доломит, плавиковый шпат, апатитовая руда, мартеновский шлак.
Высокая температура плавления, малая жидкотекучесть и высокая линейная усадка (2…3%) обусловливают особенности производства стальных отливок.
Вопросы:
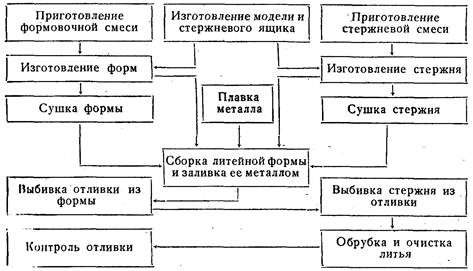
1. Упрощенная схема технологического процесса получения литых заготовок в песчаных формах.
3. Конструкция и элементы песчаной литейной формы. Элементы литниковой системы. Требования, предъявляемые к литейным формам.
1. Отливки изготовляют в литейном цехе. Последовательность операций производства отливки показана на схеме 1.
Отливки получают в литейной форме (рис.3, ж),полость которой соответствует конфигурации отливки (рис. 3, з). Для придания полости литейной формы конфигурации отливки применяют деревянную или металлическую модель (рис. 3, б); при помощи модели делают отпечаток в формовочной смеси, помещенной в рамках, так называемых опоках 1 и 2 (рис. 3, в)