2014-02-05
2014-02-05 2013
2013Дуговая сварка под флюсом.
2. Сущность и область применения автоматической и механизированной сварки под флюсом.
1. Дуговая сварка под флюсом выполняется голой электродной проволокой, которая подается в зону горения дуги специальным механизмом.
Сварочная дуга возбуждается между электродной проволокой под слоем сыпучего флюса и свариваемым металлом. За счет высокой температуры дуги флюс плавится и закрывает расплавленный металл шва и электрода коркой расплавленного шлака, замедляющего процесс охлаждения металла шва и зон, прилегающих кнему, а также предохраняет металл от соприкосновения с воздухом, что способствует улучшению качества шва.
Малый вылет электрода, отсутствие на нем покрытия, большая скорость подачи электродной проволокипозволяют значительно увеличить сварочный ток по сравнению с ручной сваркой электродами тех же диаметров, что приводит к ускорению процесса плавления сварочной проволоки, увеличению глубины проплавления основного металла и, как следствие, к значительному повышению производительности.
При сварке под флюсом эффективно используется тепло дуги и экономично расходуется электроэнергия, выполняется сварка как на переменном, так и на постоянном токе.
При сварке под слоем флюсаобычно применяют силу тока до 1000…1200 А, что при открытой дуге невозможно. При увеличении силы сварочного тока происходит сильное разбрызгивание металла и нарушение правильного формирования шва. Таким образом, при сварке подслоем флюса можно повысить сварочный ток в 4…8 раз по сравнению со сваркой открытой дугой, сохранять при этом высокое качество сварки, хорошее формирование шва при высокой производительности.
При сварке под слоем флюса металл шва образуется за счет расплавления основного металла (около 2/3) и лишь примерно 1/3 за счет электродного металла. Сварку изделий толщиной до 15…20 мм можно производить без разделки кромок. Потерн металла па угар и разбрызгивание при этом относительно небольшие – не более 2% от массы расплавленного электродного металла. Дуга под слоем флюса более устойчива, чем при открытой дуге.
2. На рис. 72, а схематически показан процесс автоматической сварки под слоем флюса. Сварка производится голой электродной проволокой 4, которая с катушки 3 подается в зону горения 1 дуги сварочной головкой автомата 5, перемещаемой вдоль шва. Впереди головки из бункера 2 по трубе в разделку шва поступает зернистый флюс, который, расплавляясь в процессе сварки, равномерно покрывает шов, образуя твердую корку шлака 7. Остальная часть флюса отсасывается в бункер по трубке 6.
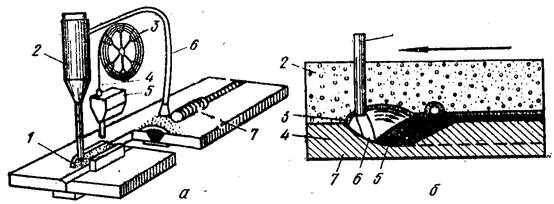
Рис. 72. Схема автоматической сварки под слоем флюса (а) и продольного разреза зоны сварки (б)
На рис. 72, б схематически дан продольный разрез зоны сварки под флюсом. При горении дуги основной металл 7 и электродная проволока 1 расплавляются под флюсом 2,который под действием высокой температуры дуги также расплавляется; в результате горения дуги происходит в газовом пузыре 6,окруженном пленкой жидкого шлака 8,защищающей столб дуги и всю зону сварки от воздействия воздуха (см. рис 72, бжидкий металл 5 и наплавленный металл 4). Дуга плавит металл и вытесняет его; газовый пузырь наполняется металлом электрода и расплавленным основным металлом. Металл сварочной ванны хорошо перемешивается, и сварной шов обладает достаточно хорошими механическими свойствами.
Полуавтоматическая сварка осуществляется но такой же схеме, только при этом применяется более тонкая электродная проволока, а полуавтомат подается сварщиком вручную, вдоль выполняемого шва. Автоматическая установка для дуговой сварки имеет следующие основные части: сварочную автоматическую головку, обеспечивающую возбуждение и поддержание дуги, а также подачу проволоки в дугу; механизм для перемещения дуги вдоль шва или самой детали относительно неподвижной головки; источник электрического тока для питания дуги; флюсовую аппаратуру; распределительное устройство для управления автоматом.
Главнейшей частью автоматической установки является сварочная головка. Сварочная головка с плавящимся электродом применяется с автоматическим регулированием дуги, главным образом по напряжению, и с использованием принципа саморегулирования – с постоянной скоростью подачи электродной проволоки.
В сварочных головках с автоматическим регулированием дуги поддерживается напряжение дуги, т. е. длина дуги. В случае повышения напряжения скорость подачи проволоки повышается до тех пор, пока не восстановится заданное напряжение на дуге, а в случае понижения напряжения скорость подачи проволоки уменьшается.
В сварочных головках с постоянной скоростью подачи электродной проволоки постоянно поддерживается величина сварочного тока. Количество проволоки, расплавленной в единицу времени, остается неизменным для заданного режима.
Автоматы со сварочной головкой с регулируемой дугой применяют для сварки открытой дугой и для сварки под флюсом. Автоматы со сварочной головкой с постоянной скоростью подачи электродной проволоки пригодны только для сварки под флюсом. Автоматы, в которых сварочная головка находится на тележке, передвигаемой вдоль изделия, называются сварочными тракторами. Для удобства сварки сварочная головка автомата может перемещаться вверх, поворачиваться вокруг колонки, а также вместе с коромыслом в плоскости, перпендикулярной шву.
При автоматической сварке для получения прочного сварного соединения необходимо обеспечить сохранение установленного положения плавящегося электрода по отношению к свариваемым кромкам изделия. С этой целью применяют специальные направляющие или копирующие устройства. Автоматические направляющие устройства могут быть прямого действия или со вспомогательным двигателем (серводвигателем). Автоматические направляющие прямого действия обычно имеют систему роликов, свободно катящихся перед электродом по разделке свариваемого соединения и соответственно направляющих движение электрода.
При использовании сварочных тракторов применяют для направления электрода самокопирование, т. е. сварка стыковых швов происходит при свободном движении двух роликов трактора вдоль кромок разделки шва. Для направления электрода при автоматической сварке криволинейных швов используют электромагнитный ролик, закрепленный на шарнирной консоли соосно со сварочной головкой и движущейся по шаблону (копиру).
Высокая производительность достигается применением двух, трех и более дуг. Двухдуговая сварка стали толщиной 8…10 мм производится одним проходом со скоростью до 120 м/ч. Этот способ автоматической сварки заключается в использовании двух мощных сварочных дуг, расположенных в общем плавильном пространстве; первая дуга расположена вертикально, вторая наклонена углом вперед. Значительная производительность достигается также при автоматической сварке с использованием трехфазного тока для питания сварочной дуги.
Полуавтоматическая сварка выполняется специальными полуавтоматами, часто шлангового типа.
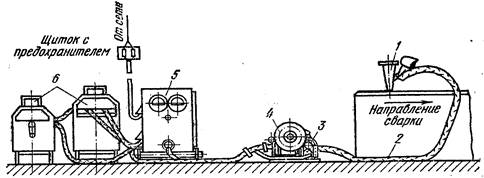
Шланговый полуавтомат (рис. 73) состоит из переносного механизма 3,держателя 1 со специальным гибким шлангом 2,передвижного аппараторного ящика с включающей аппаратурой и электроизмерительными приборами 5.
Питание дуги осуществляется соответствующими источниками. На схеме показан сварочный трансформатор с дроссельной катушкой 6. Механизм 3 обеспечивает подачу электродной проволоки с постоянной скоростью, имеет электродвигатель мощностью 0,1 кВт. Скорость подачи проволоки может меняться в пределах 80…600 м/ч путем перестановки зубчатых колес. Через гибкий шланг 2 механизмом подается электродная проволока диаметром до 2 мм из кассеты 4.