 2014-02-02
2014-02-02 2582
2582Станки для обработки тел вращения
Впервые серийный выпуск токарно-винторезных станков в нашей стране был налажен в 1929 году на Московском заводе “Красный пролетарий”. Это был ТН-20, тихоходный, маломощный станок со ступенчато-шкивным приводом для обработки деталей до 400 мм.
В 1932 году на смену пришёл ДИП-200, а с 1954г. начат выпуск станков модели 1К62 и его быстроходного исполнения 1М620. Сейчас они модернизированы. Характерными размерами токарных станков является максимальный диаметр обработки над станиной, который колеблется от 100 до 6300 мм и максимальная длина обработки (от 125 до 20 000 мм).
Кинематическая структура токарных станков содержит кинематические цепи привода вращения шпинделя и привода продольной и поперечной подачи.

Реверсирование шпинделя выполняется электродвигателем, а включение и реверсирование подач – механизмами, расположенными в фартуке.
Перемещение поворотных салазок, используемое для точения конусов и пиноли задней бабки – ручное, только в крупных станках эти движения механизированы.
При токарно-винторезном использовании станка добавляется винторезная формообразующая кинематическая цепь, связывающая вращение шпинделя с продольной подачей от ходового винта. Подача при этом включается разъёмной гайкой МГ.
Реверсирование шпинделя вместе с винторезной цепью в этом случае в большинстве станков передаётся от электродвигателя специальному реверсивному механизму с фрикционными муфтами, т.к. при нарезании резьбы реверсирование требуется частое.
В современных токарных станках имеется приводная цепь быстрых перемещений, сопрягаемая с цепью рабочих подач обгонной муфтой.
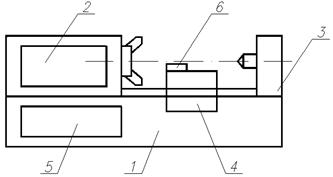 Токарно-винторезный станок модели 1К62, например, предназначен для обработки деталей с диаметром над станиной до 400 мм и длиной до 710, 1400 и 3000 мм.
Токарно-винторезный станок модели 1К62, например, предназначен для обработки деталей с диаметром над станиной до 400 мм и длиной до 710, 1400 и 3000 мм.
1 – станина; 2 – передняя бабка с коробкой скоростей; 3 – задняя бабка; 4 – фартук; 5 – коробка подач; 6 – суппорт. У него N = 10 кВт; z = 23; n = 12,5-2000 об/мин
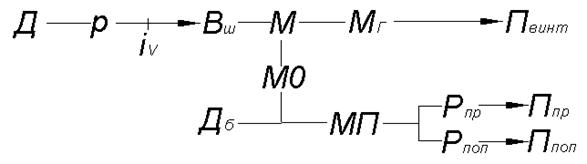
Станок мод. 1К620 является быстроходным вариантом станка мод. 1К62 с бесступенчатым регулированием частот вращения (рис. 2). Вместо первых двух групповых передач привода шпинделя в этом станке поставлен механический бесступенчатый вариатор с раздвижными коническими шкивами и широким клиновидным ремнём  . Его диапазон регулирования Дб = 4. Четыре ступени переборной группы
. Его диапазон регулирования Дб = 4. Четыре ступени переборной группы  включая прямую передачу на шпиндель, расширяют диапазон регулирования, обеспечивая n = 12,5 … 3000 об/мин.
включая прямую передачу на шпиндель, расширяют диапазон регулирования, обеспечивая n = 12,5 … 3000 об/мин.
Управление вариатором выполняется включением электродвигателя ДУ с N=0,5 кВт, вращающего барабанный кулачок К раздвижения шкивов. От ведомого вала вариатора получает вращение таходинамо Тд , скорость вращения которого регистрируется стрелкой вольтметра В. Она показывает по четырём шкалам, соответствующим четырём механическим ступеням фактическую частоту вращения шпинделя. В станке 1К620 механизирована подача верхней поворотной части суппорта для обеспечения точения конусов. Всё остальное унифицировано со станка 1К62.
Лоботокарные станки предназначены для токарной обработки тяжёлых деталей большого диаметра, но небольшой длины (рис. 6). Передняя бабка лоботокарных станков монтируется на одной станине с суппортом, а у более крупных станков – на отдельном фундаменте. Заготовка крепится на планшайбе или в четырёх кулачковом патроне.
Недостатки: 1) Не удобство установки и выверки тяжёлых заготовок на вертикальной плоскости планшайбы; 2) Неблагоприятные условия работы подшипников короткого, тяжело нагруженного шпинделя. (Поэтому эти станки вытесняются карусельными.)
Преимущества: Они проще, дешевле карусельных станков и применяются в индивидуальном и мелкосерийном производстве на обдирке и при обработке не очень точных деталей.
Специализированные токарные станки. Наибольшее распространение получили следующие специализированные токарные станки: 1. Многорезцовые
2. Вальцетокарные 3. Для обработки коленчатых валов 4. Слиткообдирочные
5. Колесотокарные и осетокарные для ж/д транспорта. 6. Трубо- и муфтообрабатывающие 7. Бесцентровообдирочные 8. Резьбообрабатывающие
9. Токарно-затыловочные
Вальцетокарные станки предназначены для обработки прокатных валов с диаметром до 2 м и длинной до 8 м. Они выполняются очень жёсткими, т.к. служат для обработки как гладких, так и ручьевых сырых и закалённых валов не только продольной или криволинейной подачей по периметру ручьёв, но и поперечным врезанием очень широкого (до 250 мм) фасонного быстрорежущего резца.
Слиткообдирочные станки (рис. 5) – для обдирки некрупных четырёх или многогранных слитков, перед их поступлением в прокатку. Они имеют возвратно-поступательное движение резца и его качение вокруг режущей точки для сохранения нормальных углов резания.
Станки для токарной обработки коленчатых валов (рис. 4 стр. 3) бывают нескольких видов: а) для обработки средних коренных шеек и их щёк, с приводом от обоих крайних коренных шеек; б) для обработки в центрах обоих крайних коренных шеек, с приводом от средней обработанной коренной шейки через разъёмную шестерню; в) для обработки шатунных шеек и их щёк, с приводом от обоих крайних шеек, смещённых от оси вращения на величину их эксцентриситета; г) для одновременной обработки всех шатунных шеек и их щёк. В этом случае коленчатый вал вращается вокруг оси коренных шеек, а суппорты вращения синхронно с ним, но вокруг оси, смещённой на величину эксцентриситета шатунных шеек. Резцы при этом остаются горизонтальными. Для обработки тяжёлых коленчатых валов применяют станки, на которых заготовки закрепляют неподвижно в люнетах, а вращение, движение подач и установочные движения сообщаются охватывающим резцовым головкам. Обработка ведётся последовательно всех шеек.
Трубо- и муфтообрабатывающие станки – обрабатывают концы труб и муфт и нарезают на них соединительную коническую резьбу.
Безцентровообдирочные валотокарные станки (рис. 22) предназначены для обработки длинных валов и обдирки прутков для последующей их обработки на револьверных станках и токарных автоматах. Обработка не вращающегося вала ведётся двумя вращающимися резцовыми головками – обдирочной (3) и чистовой (4). Подача прутка выполняется роликами. Концы обрабатываемого вала поддерживаются тележками.

