 2014-02-02
2014-02-02 943
943ITc = 0,36 – 0,16 = 0,20 мм.
Предельные значения технологического размера с определяются из той же размерной цепи:
a = b – c
amax = bmax – cmin; cmin = bmax – amax = 50 – (10 + 0,36) = 40-0,36 мм.
amin = bmin – cmax cmax = bmin – amin = 50-0,16 – 10 = 40-0,16 мм.
Расчетная величина размера  мм окончательно принимаем
мм окончательно принимаем  мм, 40 b 11. На основании расчетов в операционных эскизах заготовки вместо чертежных размеров 10 H 14 и 50 h 14 должны быть поставлены новые размеры b = 50 h 11 и c = 40 b 11.
мм, 40 b 11. На основании расчетов в операционных эскизах заготовки вместо чертежных размеров 10 H 14 и 50 h 14 должны быть поставлены новые размеры b = 50 h 11 и c = 40 b 11.
Таким образом, в связи с несовпадением технологической установочной и измерительной баз рабочему фактически приходится выдерживать заметно более жесткие допуски по сравнению с допусками, установленными конструктором.
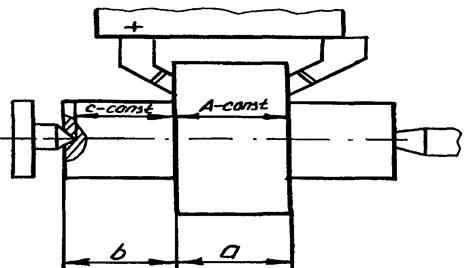
Рисунок 2.10 – Определение погрешности базирования в осевом
направлении
При установке на жесткий передний центр и параллельной обработке торцов в размер «а» погрешность базирования не влияет на выдерживаемый размер «а», но влияет на допуск по размеру «b» от левого торца, являющегося для этого размера измерительной базой. Резцы установлены на размер с – const и А –const. Если бы все центровые гнезда в партии заготовок были засверлены совершенно одинаково, то размер «b» был бы постоянным для всей партии заготовок. Однако, вследствие погрешности зацентровки по глубине, диаметральные размеры центровых гнезд в партии заготовок будут меняться от Dmax до Dmin, а в связи с этим будет меняться расстояние измерительной базы относительно резца, установленного на размер c- const. Таким образом, исходя из геометрических связей, можно определить величину погрешности базирования в осевом направлении при установке в жесткие центры (рисунок 2.10 и 2.11):
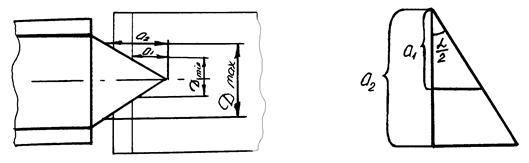
Рисунок 2.11 – Определение погрешности базирования
в осевом направлении
 ;
;  ; (2.23)
; (2.23)
 ; (2.24)
; (2.24)
 ;
;  ;
;  . (2.25)
. (2.25)
В радиальном направлении при обработке в центрах погрешность базирования создает погрешность зацентровки, т.е. смещение оси центровых гнезд относительно оси заготовки. Приближенно погрешность зацентровки в радиальном направлении можно принимать  IT D, где IT D – допуск на диаметральный размер заготовки.
IT D, где IT D – допуск на диаметральный размер заготовки.
При установке на плавающий передний центр положение левого торца вала будет определяться упором и сохраняться постоянным относительно резцов, установленных на размер. В этом случае совмещаются установочная и измерительная базы, а поэтому следует, что  .
.








