 2014-02-02
2014-02-02 3812
3812Погрешность установки Еу есть отклонение фактически достигнутого положения при установке в специальное приспособление от требуемого. Погрешность установки возникает вследствие несовмещения измерительных и технологических баз, неоднородного качества поверхностей заготовок, неточности изготовления и износа опорных элементов приспособлений, нестабильности сил закрепления.
В общем виде погрешность установки определяется как векторная сумма
Ēу = Ēб + Ēз + Ēпр, (2.12)
где Ēб - погрешность базирования;
Ēз - погрешность закрепления;
Ēпр - погрешность приспособления.
Погрешность базирования Ēб – разность между предельными положениями, которое занимает измерительная база относительно настроенного на размер инструмента. Она возникает при несовмещении измерительной и технологической (установочной) баз заготовок.
Погрешность закрепления Ēз - это разность между наибольшей и наименьшими величинами проекций смещения измерительной базы в направлении выполняемого размера в результате приложения к заготовке силы закрепления. В основном возникают в связи с изменением контактных перемещений в стыке «заготовка - опора приспособления». Деформациями жестких заготовок и корпуса приспособления под действием сил закрепления обычно пренебрегают.
Погрешность приспособления Ēпр возникает в результате погрешностей изготовления приспособления, погрешности установки и фиксации приспособления на столе станка и износа установочных элементов приспособления. Погрешность изготовления приспособления зависит в основном от точности изготовления.
Разберем на примере обработки способом автоматического получения размеров определение первого слагаемого - погрешности базирования. Обрабатываемые заготовки при этом способе, при установке их в приспособление автоматически занимают вполне определенное положение относительно установленного на размер инструмента и хода инструмента, не требуя никакой проверки.
Требуется провести фрезерование нижеприведенной детали (рисунок 2.7) с базированием по плоским поверхностям. На схеме показана установка заготовки для фрезерования в ней уступа. Фреза установлена на размер А - const относительно направляющих элементов 4, 5 и на размер C - const относительно опорных элементов 1, 2, 3.
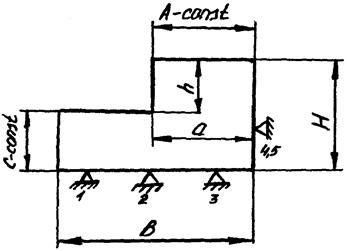
Рисунок 2.7 – определение погрешности базирования
В партии заготовок размеры В и Н колеблются в пределах установленных допусков от Вmin до Вmax и от Нmin до Нmax. Из геометрических связей видно, что независимо от колебания размера В, имеем а = А = const, в этом случае имеем совмещение установочной и измерительной базы.
Следовательно, на разброс размера «а» в партии деталей скажутся только явления, имеющие место в процессе обработки (как то: отжатия, вызванные нежесткостью технологической системы, износ инструмента и др.), т.к. установка заготовки обеспечивает в данном случае постоянство размера «а».
Другая картина получается для глубины уступа, т.е. размера h малое. В этом случае погрешность обработки получается в результате упругих отжатий инструмента его размерного износа и других факторов и плюс увеличение вследствие изменения положения измерительной базы.
Предельные размеры смещения измерительной базы относительно установленного на размер инструмента определяется из геометрической связи
h1 = Hmax – C; h1 = Hmin – C. (2.13)
Таким образом,
h1 – h2 = Hmax - Hmin, Eб = ITн, (2.14)
где
Еб - погрешность базирования, т.е. разность между предельными расстояниями измерительной базы относительно установленного на размер инструмента равна допуску (IT) на размер, который связывает измерительную и установочную базы.
Таким образом, суммарная погрешность по выдерживаемому размеру слагается из погрешности обработки и погрешности базирования, т.е.
Dh = th + ITн. (2.15)
В случае, если обработку данной детали вести способом индивидуального получения размеров, производят выверку детали относительно станка и хода инструмента, т.е. установка боковой стороны детали производится параллельно направлению движения подачи, а затем фрезеруют путем пробных стружек с расчетом получения размера h, т.е. в данном случае погрешности базирования не будет.
Вывод. При совмещении установочной и измерительной баз погрешность базирования не имеет места: Еб = 0. Поэтому во всех случаях, когда возможно, стремятся при выборе баз обрабатываемых заготовок к совмещению установочной и измерительной баз, т.е. выбирают в качестве установочной базы поверхности, от которых задается выдерживаемый размер. В этом и заключается принцип совмещения баз.

