 2014-02-02
2014-02-02 1424
1424Проектирование потока – сложная работа, требующая участия большого количества специалистов отрасли.
1.Выбор ассортимента.
2.Проектирование технологического процесса: технологический процесс разбивается на операции, а для операции разрабатывается режим отработки.
3.Компановка оборудования.
4.Выбор транспортного устройства.
5.Синхронизация операций: для создания эффективного потока необходима синхронизация операций.
Синхронизация - система мер направленных на обеспечение равенства и кратности продолжительности каждой операции такту потока.
Цель синхронизации состоит в получении по расчету целого или близкого к целому числу рабочих мест на любой операции потока, то есть обеспечение их полной нормальной загрузки:
ti = Кi * τ
Правило округления расчетного числа исполнителей: Если дробная часть числа рабочих мест, полученная по расчету, не превышает 10% его целой части, то округляют в меньшую сторону, в противном случае в большую.
Различают относительные и абсолютные потери от некратности:
Абсолютные потери от некратности – разность между принятыми, т.е. округленными до ближайшего целого числа, числом рабочих мест и расчетным числом рабочих мест:
Пабс = Кiрас - Кi
Относительные потери от некратности – абсолютные потери отнесенные к принятому числу рабочих мест, выраженные в процентах:
Потн = (Пабс / Кi)*100%
На отдельных взятых операциях и по потоку в целом прослеживается тенденция снижения относительных потерь от некратности с ростом задания потоку. Графически эта зависимость по потоку в целом выглядит следующим образом:
Потн.,%
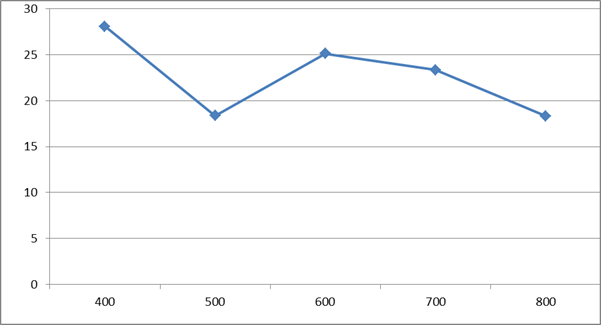 Рi, ед.
Рi, ед.
Тенденция снижения потерь от некратности по потоку в целом выраженная ломаной линией обуславливает возможность выбора рационального (оптимального) задания потоку, имеющего наименьшие потери от некратности и, следовательно, как правило, наилучшие технико-экономические показатели.
6.Установление рационального задания потоку:
а) исходя из конкретных производственных условий (спрос и наличие производственных мощностей) намечают верхнюю и нижнюю границы задания: Рmin = 400 и Рmax = 800;
б) определяем шаг, через который будет определять варианты мощностей (зависит от выпускаемой продукции): 400 500 600 700 800;
в) для каждого варианта задания рассчитываем технико-экономические показатели:
-коэффициент использования рабочего времени:
Кр.вр. = ∑Кiрас /∑ Кi;
-коэффициент загрузки оборудования:
Кз.о. = ΣмКiрас / ΣмКi,
где мКiрас – расчетное количество исполнителей на машинных операциях,
мКi – фактическое количество исполнителей на машинных операциях;
- производительность труда:
ПТ = Pj / ΣКi,
где Pj – величина задания для j-ого варианта мощности;
- съем продукции с одного метра погонной длины конвейера:
СП = Pj / (ℓр.м. * (ΣКi / 2))
г) анализируется технико-экономические показатели для каждого варианта и выбирается оптимальная мощность.








