 2022-01-07
2022-01-07 277
2774.2 Схема сборки изделия
Схема сборки изделия представляет собой графическое изображение структуры и последовательности сборки и узлов деталей модели. Сборка изделия проводится по схеме с учетом конструктивных и фасонных особенностей изделия и организационных форм, которые зависят от мощности потока.
Схемы сборки капюшона, рубашки и брюк изображены на рисунках 18, 19 и 20.
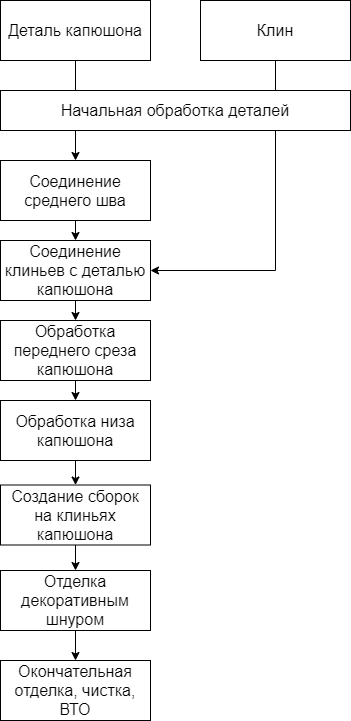
Рисунок 18 – Графическая модель процесса сборки капюшона

Рисунок 19 − Графическая модель процесса сборки рубашки
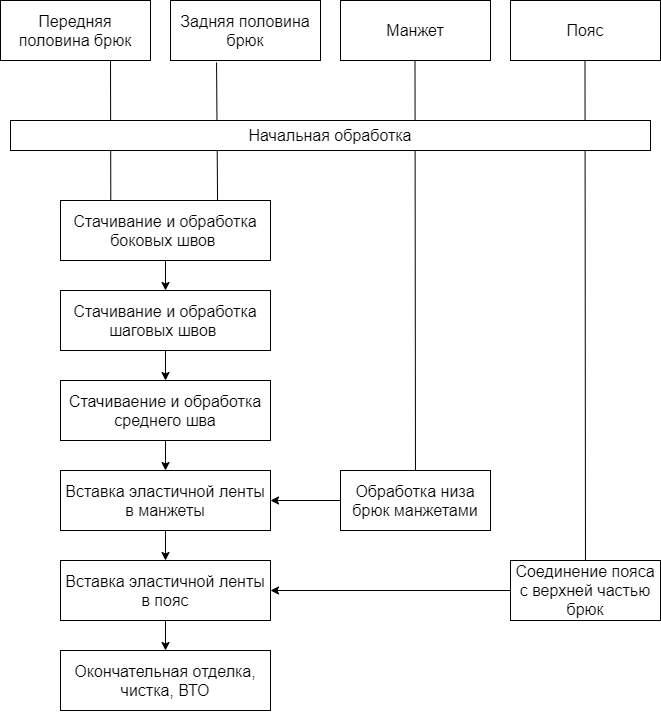
Рисунок 20 – Графическая модель процесса сборки брюк
4.3 Выбор методов обработки и характеристика оборудования
Выбор методов обработки для проектируемых изделий произведен на основе выбранного пакета материалов и оборудования и соответствует малооперационной прогрессивной технологии, которая обеспечивает высокое качество исполнения, экономическую эффективность процессов производства и т.д.
Изделия изготовлены согласно выбранным технологическим процессам, для них подобраны необходимые режимы влажно-тепловой обработки и оборудование. Все соединительные швы обработаны в заутюжку. кроме среднего шва спинки рубашки (вразутюжку). Горловина рубашки обработана обтачкой, планка – цельнокроеная. Низ изделия и рукавов на рубашке не обработаны из-за особенности материала (неосыпаемость), низ брюк обработан манжетами, низ капюшона – вподгибку.
Влажно-тепловая обработка изделия для выбранного пакета материалов производится при помощи утюга с парогенератором с изнаночной стороны, а также с использованием специальных утюжильных колодок и проутюжильника.
Методы обработки основных узлов изделий комплекта представлены на рисунках 21, 22 и 23, а характеристика необходимого оборудования – в таблицах 10 и 11.
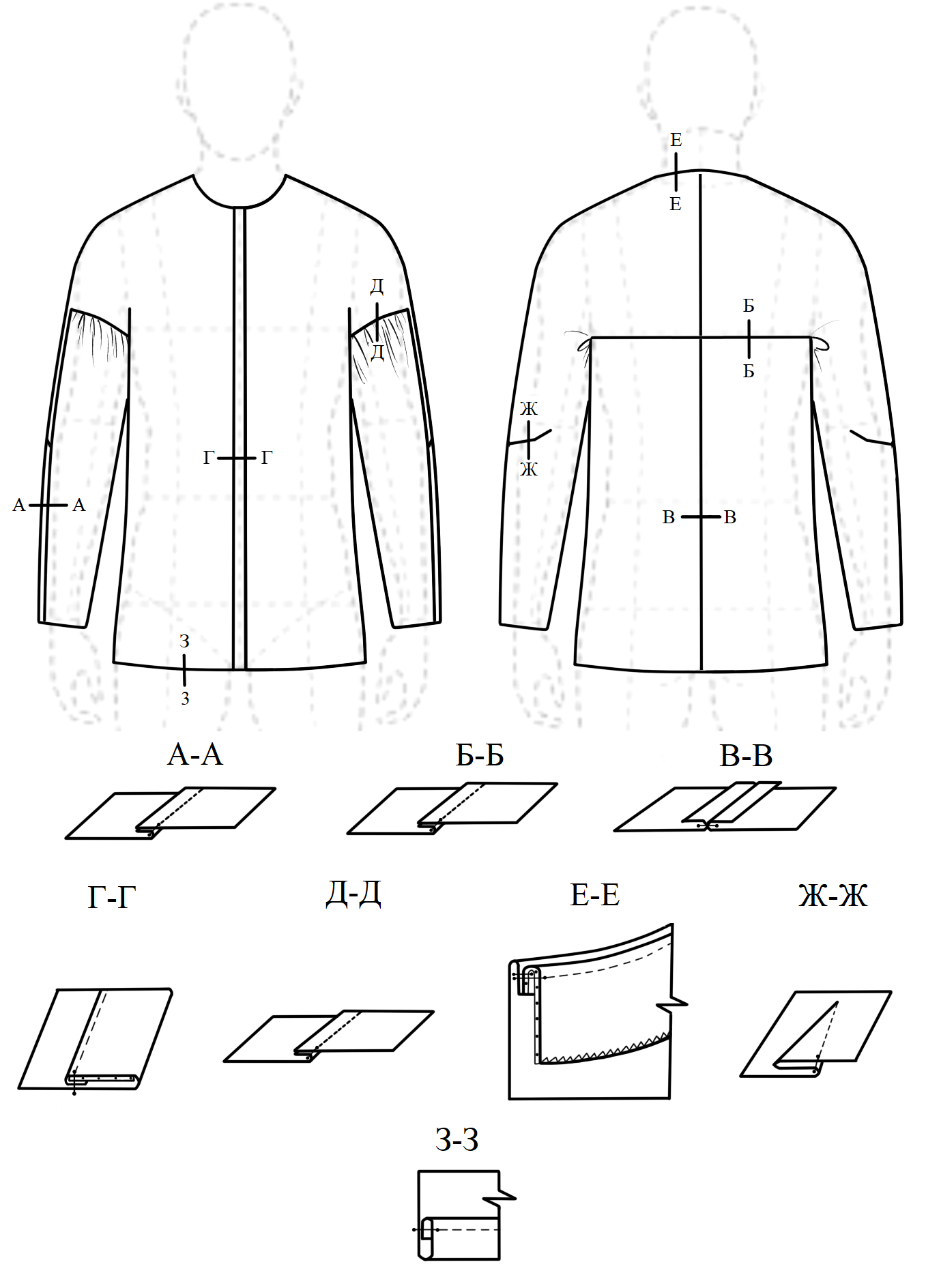
Рисунок 21 − Методы обработки основных узлов рубашки
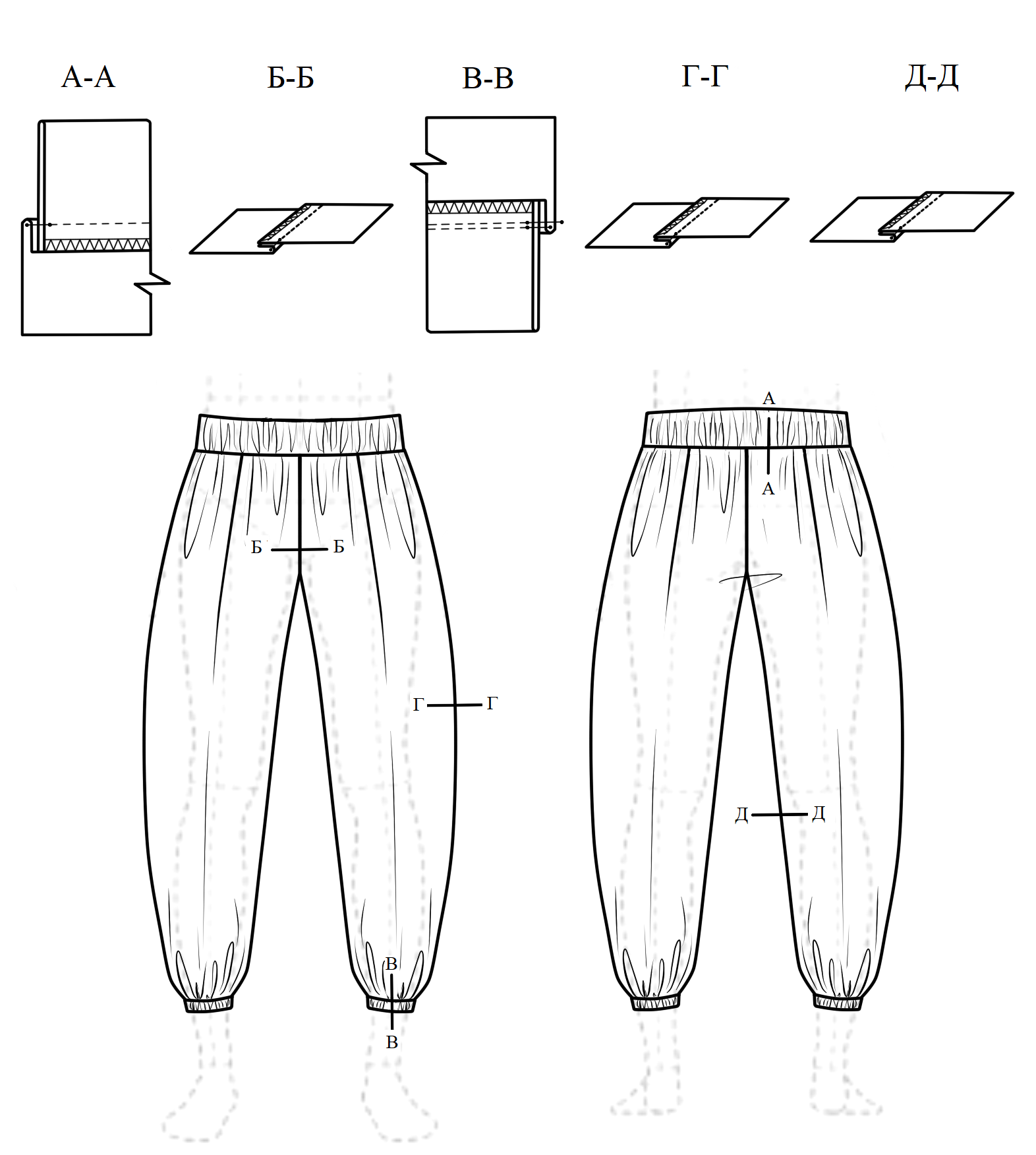 Рисунок 22 − Методы обработки основных узлов брюк
Рисунок 22 − Методы обработки основных узлов брюк
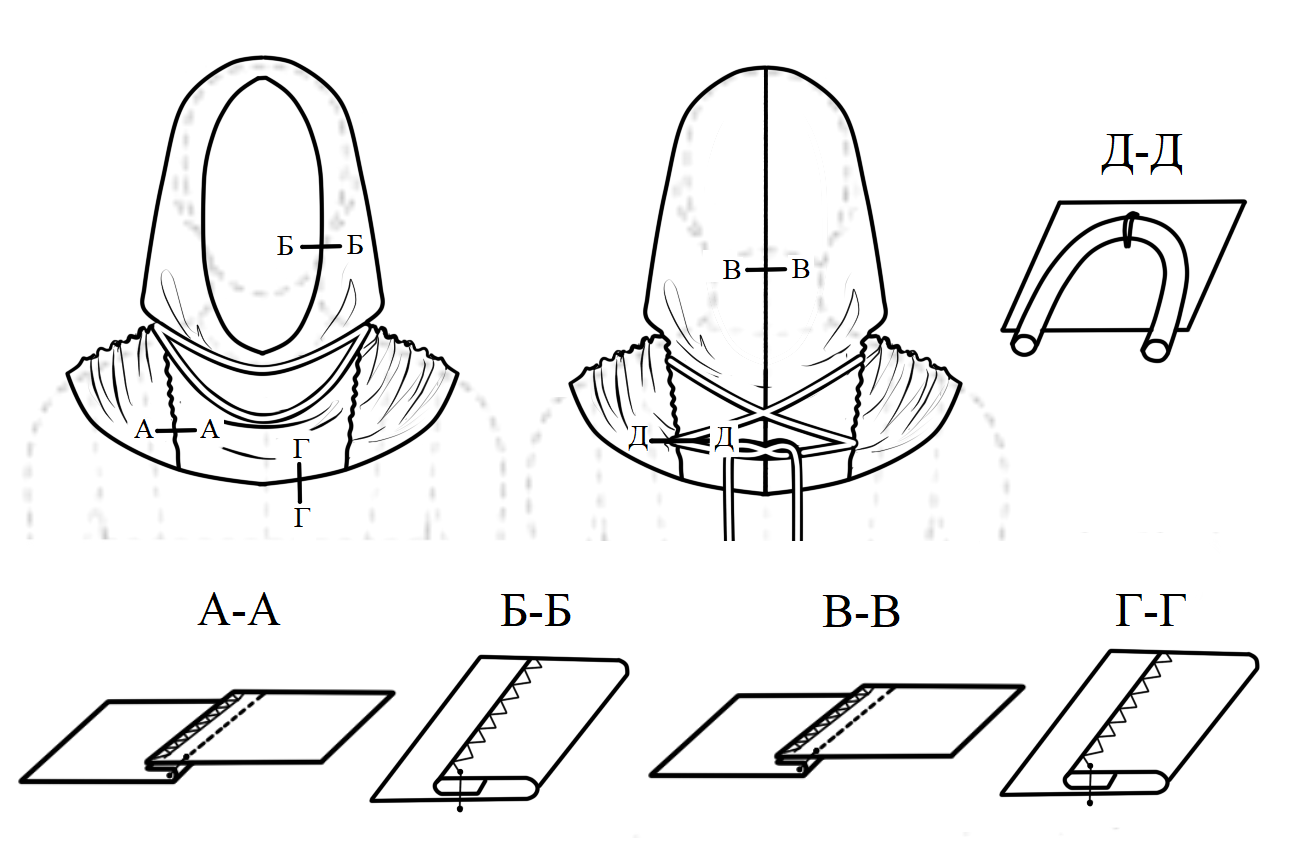
Рисунок 23 − Методы обработки основных узлов капюшона
Таблица 10 − Технологическая характеристика швейных машин
| Наименование оборудования, предприятие-изготовитель | Тип или класс машин | Тип стежка | Длина сстежка | Максимальная скорость врашения главного вала, мин | Исполнительный орган перемещения материала | Вид обрабатываемого материала | Толщина сшиваемого пакета материалов | Применяемые иглы |
| Одноигольная стачивающая машина JUCK JK-0303 | Прямо- строчная | 0-8 | Нижняя зубчатая рейка | Средние | до 5,5 | DPx17 18-24# | ||
| Стачивающе-обметочная машина ZOJE ZJ-893A-5-38 | Стачивающе-обметочная | 1-3,6 | Нижняя зубчатая рейка | Легкие и средние | до 5,5 | DCx27 №75-100 |
Таблица 11 − Технологическая характеристика утюгов
| Тип утюга | Масса, кг | Нагревательный элемент | Мощность, Вт | Терморегуля-тор, °С |
| Парогенератор с утюгом PS 21 LELIT | 1,8 | электрический | 60…215 |








