 2014-02-09
2014-02-09 656
656Сварка обычно производится для деталей равной толщины и одинакового материала. При сварке цилиндрической обечайки корпуса и днища аппарата в зоне А возникают термические (остаточные) напряжения, в зоне изгиба (зона Б) остается район с остаточными механическими напряжениями (Рис. XIV. 7). Наложение этих двух зон (А и Б) опасно, поэтому для того, чтобы их разнести используют отбортовку (цилиндрический участок у штамповочного днища), позволяющую разнести опасные зоны остаточных напряжений.
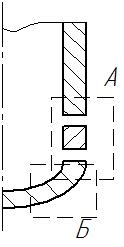
Рис. XIV. 7
Наиболее часто используются сварные швы, выполненные встык или (реже) внахлест, швы тавровые и угловые. Наиболее простым и надежным (прочным) из них является стыковой шов (Рис. XIV. 8).
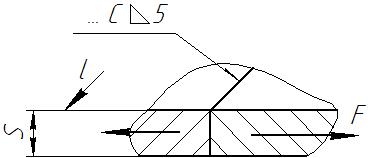
Рис. XIV. 8
Рассчитывается стыковой сварной шов исходя из того, что при нагружении шов терпит усилия (чаще растягивающие, реже – сжимающие), что ведет к возникновению нормального напряжения σ:
 ,
,
где l – длина сварного шва.
Угловой шов представляет собой зону расплава, и при любом нагружении детали в металле шва появляются либо касательные, либо нормальные напряжения, вызванные усилием среза Qср моментом работающей на плече силы F (Рис. XIV. 9).
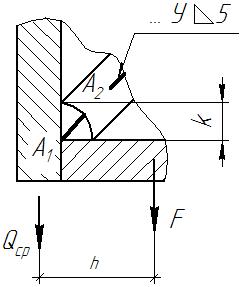
Рис. XIV. 9
В угловых швах разрушение происходит по диагонали А1А2. Если k – катет сварного шва, то сечение излома рассматривается как некая доля от сварного габарита, то возникающее при срезе касательное напряжение τ (или нормальное напряжение σ при изгибе) определяется:
 ,
,
где l – длина сварного шва;
k1 – коэффициент пропорциональности (порядка 0,9).
Множитель 0,6 в формуле (XIV. 2) вводится для перехода к касательному напряжению.
Допускаемое напряжение углового сварного шва меньше, чем допускаемое напряжение стыкового шва, что объясняет стремление использовать стыковой шов, особенно для работающих при больших давлениях аппаратов.








