 2014-02-13
2014-02-13 849
8491. Сварные соединения
Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их нагреве.
Сварка приближает составные части детали к цельным, и заменяет литье, ковку, штамповку и т.д.
Преимущества: снижение металлоемкости (на 40%) и трудоемкости.
Недостатки: термические деформации, ограниченная свариваемость деталей из тугоплавких материалов, зависимость качества от квалификации сварщика.
В зависимости от процессов, происходящих при сварке, различают сварку плавлением и сварку давлением. Наиболее распространенной является газовая (нагрев в пламене газов), дуговая (нагрев электрической дугой) и контактная сварка (внешняя сжимающая сила и местный нагрев при прохождении тока).
Виды сварных соединений: стыковое (С), угловое (У), тавровое (Т), нахлесточное (Н).
 |  | ||
 (С)
(С)
(У) (Т)
 |
(Н)
По протяженности сварные швы разделяют на непрерывные (а,б) и прерывистые (в,г).
 |  |  | |||
а б в г
По внешней форме: выпуклые (а), плоские (б), вогнутые (в).
 | |||||
 | |||||
 | |||||
а б в
Сварной шов может быть односторонний или двусторонний:
 | |||
 | |||
Видимые сварные точки изображаются следующим образом:
 |
Изображение сварных швов:
 |
Обозначение сварных швов:
 |
1 – вспомогательные знаки (Ο- шов по замкнутой линии, ך – монтажный шов);
2 – обозначение стандарта;
3 – буквенно-цифровое обозначение шва (С, Н, Т, У);
4 – условное обозначение способа сварки (можно не обозначать);
 5 – знак и размер катета;
5 – знак и размер катета;
6 – длина провариваемого участка, знаки / или Z, шаг;
7 – вспомогательные знаки:
] - шов по незамкнутой линии,
 - наплывы и неровности обработать,
- наплывы и неровности обработать,
 - усиление шва сныть.
- усиление шва сныть.
Пример: Электродуговая сварка алюминия, соединение внахлест, катет шва 6 мм, шов прерывистый, длина провариваемого участка 100 мм, шаг 200 мм, шов выполняется по незамкнутой линии.
Заклепочные соединения применяют в конструкциях, работающих под действием значительных ударных и вибрационных нагрузок, когда недопустима сварка.
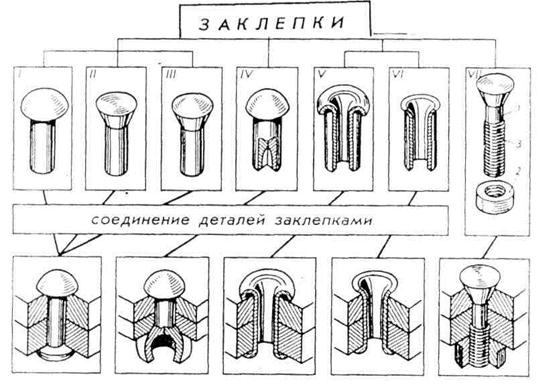 |
Заклепка представляет собой стержень цилиндрической формы с закладной головкой на одном конце. Замыкающая головка на другом конце образуется в процессе клепки. Виды заклепок: с полукруглой, потайной, полупотайной, плоской закладной головкой, пустотелые и взрывные заклепки.
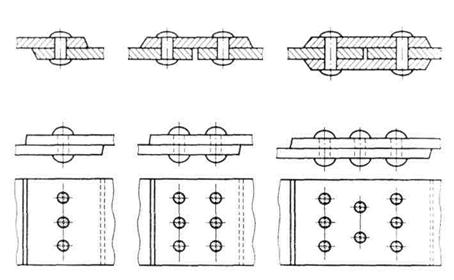
По характеру расположения соединяемых деталей различают нахлесточные швы – одна деталь накладывается на другую и стыковое, когда листы подводят встык и соединяют наложенной на них одной или двумя накладками. По числу заклепок швы разделяются на однорядные и многорядные. По расположению заклепок на параллельные и в шахматном порядке.
 |
3. Паяные соединения
Паянием называется процесс образования неразъемного соединения материалов при помощи расплавленного металла, называемого припоем. От сварки паяние отличается тем, что кромки деталей не расплавляются, а только нагреваются до температуры плавления припоя. Припои могут быть легкоплавкие (до 4000С – олово, свинец) и тугоплавкие (выше 4000С – медь, цинк, латунь).
 |
4.  Склеивание - применяют, когда невозможно механическое соединение деталей.
Склеивание - применяют, когда невозможно механическое соединение деталей.
5. Сшивание – процесс соединения деталей ниткой.
 |








