 2014-02-18
2014-02-18 682
682Как указывалось ранее, погрешности шага и угла профиля существенно влияют на свинчивание резьбы, но они не нормируются и их контроль при изготовлении резьбы не предусматриваются. Причиной этого является, во первых, то обстоятельство, что контроль отдельно погрешностей шага Dp и погрешностей угла профиля весьма трудоемок, а во вторых то, что есть возможность приведения этих погрешностей к диаметральному направлению (по D2 и d2).
Резьбовые калибры, так же как и калибры для гладких цилиндрических деталей делятся на рабочие и контрольные, а также - на проходные и непроходные. По конструкции калибры для внутренних резьб представляют собой пробки, для наружных резьб – кольца и скобы.
Калибры ПР комплексно контролирует d2, P и  , т. е. Приведенный средний диаметр, а также d и d1. Он имеет полный профиль и достаточно большое число витков. Калибр НЕ контролирует только средний диаметр, он имеет укороченный профиль и малое число витков.
, т. е. Приведенный средний диаметр, а также d и d1. Он имеет полный профиль и достаточно большое число витков. Калибр НЕ контролирует только средний диаметр, он имеет укороченный профиль и малое число витков.
Контроль резьбы скобами в сравнении с кольцами более производителен и, в частности, пригоден для детали, закрепленной в центрах станка. Контроль резьб калибрами является комплексным. Если же на отдельные элементы резьб установлены определенные нормы, то измеряют каждый элемент отдельно. Измерение отдельных элементов производится, в основном, при контроле точных резьб: резьбовых калибров, резьбонарезного инструмента, ходовых и микрометрических винтов. В большинстве случаев удается измерять только элементы наружных резьб. Особенностью измерения является то, что требуется измерять размеры поверхности сложной формы. Для измерения приходится применять специальные сферические наконечники (сферические определенного радиуса, конические призматические) или же устанавливать в резьбу специальные промежуточные детали (проволочки шарики).
Измерение элементов резьб часто проводят с помощью оптических приборов: универсального и инструментального микроскопа, а также проекторов. Однако, на результат измерения существенное влияние оказывают погрешности, вносимые затенением профиля резьбы, перекосом оси резьбы относительно линии измерения, отклонением от перпендикулярности оси резьбы к направлению линии измерения, неточностью базирования лезвия ножа и т. д.
Более точно измерение среднего диаметра резьбы можно проводить на контактных приборах. Для этого применяют либо сферические наконечники, либо закладывают в резьбы специальные проволочки. При измерении среднего диаметра с помощью проволочек их закладывают в витки резьбы, и производят измерение наружного размера по внешним поверхностям проволочек. Схема измерения с помощью проволочек показана на рис. 89.
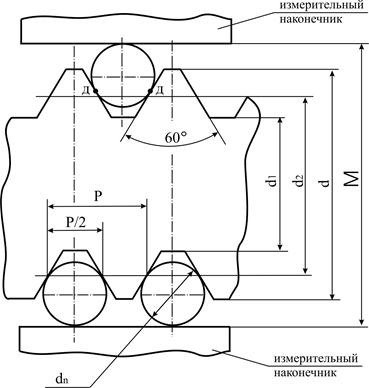
Рисунок 89 - Измерение среднего диаметра с помощью трех проволочек
[1] Форма впадины резьбы болта может быть плоскосрезанной (располагается в пределах H/8...H/4) и закругленной (в пределах H/8...3H/16). Последняя форма более предпочтительна по технологическим соображениям и лучше работает в условиях циклической нагрузки (меньше концентраторы напряжений). Форма впадины резьбы гайки не регламентируется и определяется формой резьбообразующего инструмента.








