 2014-02-24
2014-02-24 7636
7636Валы механических передач сельскохозяйственных машин работают в условиях высоких нагрузок и частот вращения, что обусловливает повышенные требования к их конструкциям. Применяются валы гладкие и ступенчатые, сплошные и полые. Наибольшее распространение получили ступенчатые валы.
Валы считаются жесткими, если отношение длины к диаметру не превышает 10, и нежесткими, если это отношение более, т.е.
l/d < 10 – жесткие;
l/d >10 – нежесткие.
Нежесткие валы необходимо обрабатывать (точить, шлифовать и т.д.) с применением люнетов.
Наиболее трудоемкими в изготовлении являются ступенчатые валы, имеющие шейки под подшипники и зубчатые колеса, шпоночные канавки, шлицевые, резьбовые поверхности. Из соображений экономичности изготовления следует считать наиболее технологичными валы, конструкция которых предусматривает возрастание диаметров ступеней к середине или к одному из концов вала.
В группу «валы» в сельскохозяйственном машиностроении входят также валики, оси, кольца, цапфы и другие детали, которые образуются в основном наружной поверхностью вращения (цилиндрической, а иногда конической) и несколькими торцовыми поверхностями (рис. 1).
К валам предъявляются высокие требования к точности размеров, геометрической форме и взаимному расположению отдельных поверхностей. Состояние валов после обработки характеризуется следующими осредненными параметрами:
- точностью рабочих (6…8 квалитеты) и нерабочих (9…10 квалитеты) шеек;
- допуском формы шеек (рабочих – 0,01…0,02 мм, нерабочих – 0,02…0,04 мм);
- допуском биения рабочих шеек в заданном направлении относительно друг друга (0,02…0,04 мм);
- допуском биения в заданном направлении рабочих и нерабочих шеек (0,02…0,3 мм);
- допуском торцового биения – 0,02…0,04 мм;
- неравномерностью шага шлицев и допустимым смещением шлицев относительно оси не более 0,02…0,03 мм;
- шероховатостью поверхности посадочных шеек Ra = 1,25…0,40 мкм, нерабочих поверхностей Ra = 1,25…6,3 мкм.
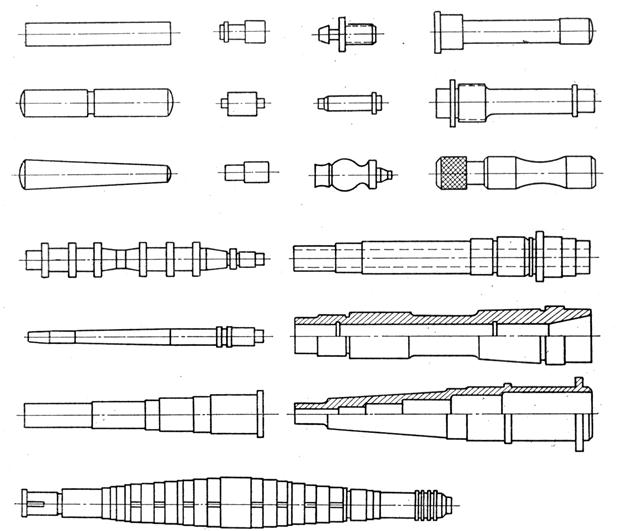
Рис. 1. Детали класса «валы»
Некоторые валы должны быть статически и динамически сбалансированы. Дисбаланс валов не должен превышать 30…70 г×мм.
Для изготовления валов в сельскохозяйственном машиностроении широко используется конструкционная углеродистая сталь Ст 3, Ст 5. Валы для ответственных конструкций изготовляются из качественных углеродистых сталей 25, 30, 40, 45, 50 и легированных хромистых сталей 15Х, 25Х, 35Х, 40Х, 45Х, а также 18ХГТ.
Валы из среднеуглеродистых сталей подвергают термообработке до твердости 230…260 НВ, реже посадочные поверхности подвергают закалке токами высокой частоты до твердости 45…50 HRC. Шейки валов из низкоуглеродистых сталей для повышения износостойкости подвергают цементации на глубину 0,8…1,2 мм с последующей термообработкой до твердости 54…60 НRC.
Выбор рационального метода изготовления заготовок для деталей валов определяется их себестоимостью и последующей механической обработкой. В единичном и мелкосерийном производстве заготовки получают из горячекатаного и реже калиброванного проката резкой последнего и последующей механической обработкой. Заготовки из проката применяются при изготовлении не только гладких валов, но и ступенчатых с небольшим числом ступеней и незначительными перепадами их диаметров. Эти заготовки используются также и в крупносерийном производстве.
В массовом производстве, а также при изготовлении валов сложной формы, имеющих большое число ступеней, значительно отличающихся по диаметру, наиболее экономичными являются такие методы получения заготовок, которые позволяют получать их, приближающимися по форме, размерам и массе к готовой детали.
Прогрессивными методами изготовления заготовок валов являются: штамповка в закрытых штампах, высадка на горизонтально-ковочных машинах, горячее выдавливание, поперечно-винтовая прокатка, объемная холодная штамповка, радиальная ковка, электровысадка. Эти методы позволяют получать коэффициент использования материала 0,7 и выше. Применение поперечно-клиновой прокатки при изготовлении валов обеспечивает повышение коэффициента использования материала до 0,9, а высокая точность процесса – уменьшение припуска на механическую обработку до 1…1,5 мм.
Типовой процесс изготовления заготовок валов состоит из следующих операций: разрезка горячекатанного прутка на мерные заготовки, нагревание заготовок, формообразование, термическая обработка после формообразования, правка на прессах. Заготовки разрезают на прессах или ножницах. Нагревание заготовок производят в электроиндукционных установках.
После пластического деформирования для снятия внутренних напряжений производят термическую обработку заготовок валов. Способ термообработки обусловливается материалом заготовки. Для низкоуглеродистых сталей рекомендуется нормализация, для сталей марки 35Х – отжиг, для сталей марок 45, 40Х – улучшение.
Заготовки чугунных валов изготовляют литьем. Литье в оболочковые формы позволяет получить заготовки валов высокой точности, исключить токарные операции и ограничиться только шлифованием.

