 2014-02-24
2014-02-24 485
485Тогда вероятность получения брака
Если центр группирования удастся путем настройки технологической системы совместить с серединой поля допуска, то получим

 |
В случае отсутствия станка требуемой точности, когда при обработке детали условие отсутствия брака не выполняется и брак деталей является вероятным, настройку станка производят с заведомым смещением m вершины кривой распределения по отношению к средине поля допуска с таким расчетом, чтобы весь брак был исправимым.
В этом случае при обработке валов вершину кривой распределения смещают на величину m вправо от середины поля допуска, а при обработке отверстий – влево.
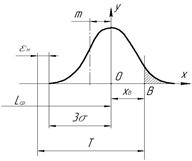
 Чтобы полностью исключить неисправимый брак, размер смещения вершины кривой m увеличивают на величину погрешности настройки. Количество заготовок для доработки определятся аналогично предыдущему: по значениям XА или
Чтобы полностью исключить неисправимый брак, размер смещения вершины кривой m увеличивают на величину погрешности настройки. Количество заготовок для доработки определятся аналогично предыдущему: по значениям XА или
Определяют z, а затем. Процент заготовок для доработки составит
 |








