 2014-02-24
2014-02-24 2134
21341.1. Жизненный цикл и технологическая подготовка производства изделий машиностроения
Изделием в машиностроении называют предмет производства, подлежащий изготовлению на предприятии.
ЖЦИ — совокупность взаимосвязанных процессов создания и последовательного изменения состояния изделия от формирования исходных требований к нему до окончания его эксплуатации или потребления. Каждый из указанных процессов связывают с определенным этапом ЖЦИ (рис. 1.1).
На этапе маркетинга анализируют состояние рынка соответствующей машиностроительной продукции. Устанавливают наличие текущей или перспективной потребности в изделиях данного функционального назначения. Определяют основные требования потребителей к этим изделиям. Устанавливают состав и значения основных показателей эксплуатационного качества (мощность, производительность, КПД, показатели надежности и т.д.). Разрабатывают общее описание конкурентоспособного изделия. В нем указывают условия эксплуатации и показатели эксплуатационного качества изделия, потребительские предпочтения в отношении эргономических, эстетических и других характеристик продукции, требования к условиям поставки. Ориентировочно определяют предполагаемый объем выпуска изделия (емкость рынка).

На основе требований, содержащихся в описании конкурентоспособного изделия, оформляют техническое задание на его конструирование и разрабатывают конструкцию изделия. При этом возможно создание различных вариантов конструкций, проведение необходимых расчетов, изготовление и исследование (отработка) опытных образцов изделия.
Все данные, необходимые и достаточные для изготовления, контроля, приемки, поставки, эксплуатации и ремонта разрабатываемого изделия указывают в рабочей конструкторской документации (ГОСТ 2.103—68 «Единая система конструкторской документации. Стадии разработки»). Порядок разработки, оформления и обращения конструкторской документации установлен комплексом государственных стандартов Единой системы конструкторской документации (ЕСКД).
На этапе материально-технического обеспечения определяют перспективные потребности производства в различных ресурсах. Под производственными ресурсами понимают совокупность средств производства, а также трудовые, природные, финансовые, материальные, энергетические и информационные ресурсы, вовлеченные в процесс производства. Приобретают необходимые ресурсы для организации планирующегося выпуска разработанного изделия.
Под ТПП понимают совокупность мероприятий, обеспечивающих технологическую готовность производства (ГОСТ 14.004—83 «Технологическая подготовка производства. Термины и определения основных понятий»). Последняя определяется наличием на предприятии полных комплектов рабочей, конструкторской, технологической документации и средств технологического оснащения, необходимых для обеспечения заданного объема выпуска продукции с установленными технико-экономическими показателями.
Организацию и управление ТПП регламентируют государственные стандарты Единой системы технологической подготовки производства (ЕСТПП).
Под производством понимают организацию и осуществление изготовления продукции. Производство товарной (предназначенной для реализации на рынке) продукции называют основным. Производство принято разделять по типу (единичное, серийное и массовое), виду (литейное, сварочное, механосборочное и т.д.), уровню автоматизации (неавтоматизированное, автоматизированное и автоматическое), базовому принципу организации (непрерывно-поточное, переменно-поточное и непоточное). Высшую форму развития производства на основе сочетания информационных технологий и технологий материального производства называют компьютеризированным интегрированным производством (Computer integrated manufacturing — CIM).

Каждый из послепроизводственных этапов ЖЦИ имеет конкретную цель, для достижения которой создают необходимые условия и выделяют необходимые ресурсы.
Общей целью для всех этапов ЖЦИ является обеспечение высокого качества изделия при его производстве и эксплуатации. Этого добиваются путем выполнения на каждом этапе комплекса соответствующих мероприятий, поэтому в технической литературе структуру ЖЦИ, изображенную на рис. 1.1, иногда называют «петля качества».
Изготовитель (поставщик) и потребитель (заказчик) являются участниками единого ЖЦИ. Для обеспечения высокого качества изделия и достижения своих целей они должны тесно сотрудничать и постоянно взаимодействовать друг с другом.
Важнейшими этапами ЖЦИ, на которых в значительной мере формируется качество изделия, являются этапы ТПП и производства, которые принято объединять в производственно-технологический цикл (ПТЦ). Выполнение ПТЦ (рис. 1.2) связано с принятием и реализацией технологических решений.
Технологическим называют любое решение, принимаемое и реализующееся в ПТЦ, относящееся непосредственно к определению мни изменению состояния предмета производства и направленное па обеспечение выпуска продукции. Технологические решения служат основой для разработки конструкторско-технологических мероприятий и соответствующей документации при ТПП, направляемых для исполнения и внедрения в производство.
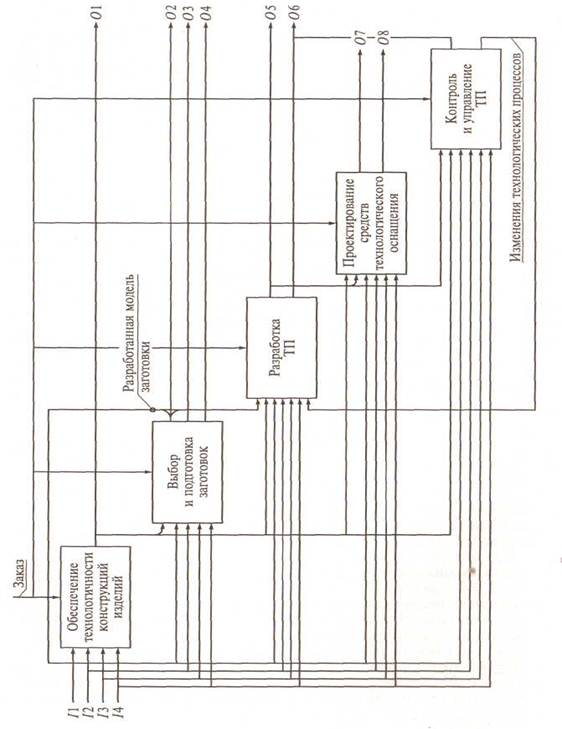
Основными функциями ТПП на уровне предприятия являются (рис. 1.3):
• обеспечение технологичности конструкций изделий;
• выбор и подготовка заготовок;
• разработка ТП;
• проектирование средств технологического оснащения;
• контроль и управление ТП.
Входную информацию для системы ТПП образуют: рабочая конструкторская документация на изделие и директивную заготовку (заготовку детали, поступившую к изготовителю изделия с другого предприятия, например, специализирующегося только на выпуске заготовок), объем выпуска изделия, информационное обеспечение. На рис. 1.3 и далее при рассмотрении структуры ТПП входная информация помечена символом «/», выходная — символом «О».
Рабочая конструкторская документация на изделие включает в себя сборочные чертежи изделия и его сборочных единиц, спецификации, ведомость спецификаций, ведомость покупных изделий, чертежи деталей изделия, программы и методики испытаний, техническое описание и инструкции по эксплуатации изделия.
При использовании систем автоматизированного проектирования конструкций изделий (САПР К) информация об изделии и его элементах может импортироваться системой ТПП в наиболее удобных для применения формах. В частности, вместо сборочных чертежей и чертежей детали используют геометрическо-технологические модели изделия и его элементов, полученные в САПР К различными способами. Необходимые для формирования технологических решений данные в этом случае являются атрибутами (дополнительными характеристиками) моделей.
|
Рис. 1.3. Общая структура системы ТПП:
/1 — рабочая конструкторская документация на изделие; /2 — рабочая конструкторская документация на директивную заготовку; /3 — объем выпуска изделий; /4 — информационное обеспечение; О\ — модели (чертежи) изделий, отработанных на технологичность; 02 — разработанная модель (чертеж) заготовки; 03 — типовой технологический процесс изготовления заготовки; 04 — заказ на изготовление заготовки; 05 — технологические процессы изготовления деталей и сборки; Об — изменения конструкций деталей и сборочных единиц; 01 — заказ на приобретение (изготовление) средств технологического оснащения; 08 — конструкторская документация на средства технологического оснащения
Конструкции заготовок, используемых при производстве деталей изделия, могут быть разработаны в процессе ТПП предприятия, а сами заготовки изготовлены на данном предприятии. Однако во многих случаях используют директивные заготовки. Их конструкции, как правило, разрабатывают на основании технического задания предприятия — изготовителя изделия. Основным конструкторским документом на директивную заготовку является ее чертеж с техническими требованиями на изготовление. Конструкция директивной заготовки может быть далеко не оптимальной для ТПП изготавливаемой из нее детали. Обычно это происходит, когда предприятие — изготовитель заготовки не располагает технологическими возможностями для удовлетворения требований технического задания, либо когда используется комплексная заготовка, предназначенная для изготовления на ее основе нескольких различных деталей. В указанных случаях ТПП может существенно усложниться.
Информационное обеспечение ТПП может быть разделено на инвариантное функциям ТПП и функционально-ориентированное.
Инвариантное функциям ТПП информационное обеспечение включает в себя:
• данные об имеющемся технологическом оборудовании, используемых технологических методах и процессах, производственных площадях и их загрузке, технологической оснастке и других имеющихся в наличии ресурсах производства;
• текущие технико-экономические показатели предприятия и
данные об экономической ситуации на рынке выпускаемой пред
приятием продукции;
• данные о реальных конструктивно-технологических параметрах поступивших заготовок и уже выпущенных изделий, полученные по результатам входного контроля заготовок и приемочного
контроля изделий (например, опытной партии);
• оперативную информацию о ходе реализованных ТП, включающую данные операционного контроля ТП или обрабатываемой
заготовки после завершения определенной технологической операции;
• общие методы принятия технологических решений и их оптимизации.
Компонентами функционально-ориентированного информационного обеспечения ТПП являются:
• правила выбора показателей обеспечения технологичности конструкций изделий, сборочных единиц — для функции обеспечения технологичности конструкции изделий;
• правила выбора вида, метода изготовления и конструирования исходных заготовок — для функции выбора и подготовки заготовок;
• правила разработки и применения ТП, выбора оборудования и других средств технологического оснащения — для функции разработки ТП;
• правила проектирования — для функции проектирования средств технологического оснащения;
• методы выявления причин отклонений хода ТП, методы и правила принятия и реализации технологических решений по ликвидации отклонений в ходе ТП — для функции контроля и управления.
Выходные данные системы ТПП представляют в виде соответствующих технологических и конструкторских документов или изменений указанных документов. К основным выходным результатам ТПП относят:
• модели (чертежи) изделий (деталей, сборочных единиц), отработанных на технологичность;
• модель/чертеж заготовки (разработанная);
• типовой ТП изготовления заготовки;
• заказ на изготовление заготовки;
• ТП изготовления деталей и сборки;
• изменения конструкций деталей и сборочных единиц;
• заказ на приобретение (изготовление) средств технологического оснащения;
• конструкторскую документацию на средства технологического оснащения;
• изменения ТП изготовления деталей и сборки.
Модели (чертежи) изделий (деталей, сборочных, единиц), Отработанных на технологичность, формируются в результате выполнения соответствующей функции ТПП. Модель (чертеж) заготовки может быть разработана при выполнении функции выбора и подготовки заготовок, хотя это не является обязательной задачей ТПП (например, при ТПП, проводимой в механосборочных цехах машиностроительных предприятий). В последнем случае создают чертежи заготовок относительно несложных конструкций, не требующих глубоких специальных знаний по их формообразованию. Конструкции сложных заготовок разрабатывают специализированные службы ТПП заготовительных цехов. При ТПП, проводимой, например, в механосборочных цехах, разрабатывают только относительно несложные ТП изготовления заготовок (как правило, из проката с использованием методов отрезки, правки, гибки и т.д.), используя при этом типовые ТП изготовления заготовок.
Заказ на изготовление заготовки в форме, принятой на данном предприятии, направляют в заготовительные подразделения или используют в качестве основы для составления технического задания на изготовление заготовки специализированным предприятием.
Технологические процессы изготовления деталей и сборки представляют:
• технологическая документация на разработанные ТП изготовления деталей;
• управляющие программы для оборудования с ЧПУ и сопроводительная технологическая документация;
• технологическая документация на разработанные ТП сборки узлов и изделий.
Изготовление изделий машиностроения может быть осуществлено на основе единичных, типовых или групповых ТП.
Принципиальное отличие между типовыми и групповыми процессами заключается в следующем: типовая технология характеризуется общностью технологического маршрута, а групповая — общностью оборудования и оснастки, необходимых для выполнения определенной операции или полного изготовления детали. Типовые и групповые ТП называют процессами-аналогами.
Любой ТП можно рассматривать как целенаправленную систему, элементами которой являются технологические операции. Список технологических операций определяет состав ТП, а список основных технологических переходов — состав технологической операции. Структуру ТП определяет порядок выполнения технологических операций, а структуру технологической операции — порядок выполнения переходов.
Для ТП изготовления деталей характерна линейно-последовательная структура. Каждая операция выполняется в строго определенном месте ТП и не может быть выполнена, пока не выполнена смежно-предшествующая операция. Такая структура ТП изготовления деталей позволяет при необходимости, например, в крупносерийном и массовом производствах, устанавливать технологическое оборудование по «ходу» ТП и применять непрерывно - или переменно-поточный методы работы.
Состав и структура ТП сборки зависят от сложности собираемого объекта (предмета производства) и его технологической структуры. Для относительно простых объектов — сборочных единиц, которые можно изготовить при выполнении лишь ТП общей сборки, рассматриваемые процессы имеют линейно-последовательную структуру, как и процессы несложной узловой сборки, рассматриваемые отдельно. Вместе с тем, ТП сборки машин, представляемые совокупностью процессов узловой и общей сборки, могут иметь сложные древовидные структуры.
Результаты разработки ТП представляют в технологической документации и оформляют в соответствии с требованиями стандартов ЕСТПП.

