 2014-02-24
2014-02-24 3425
3425Процессами-аналогами называют типовые и групповые ТП. Единичный ТП можно проектировать на основе процессов-аналогов. В этом случае его структура и содержание технологических операций в значительной мере определяются структурой процесса-аналога.
Рассмотрим использование процессов-аналогов на примере САПР ТП изготовления деталей машин.
В основе использования типовых ТП лежит предварительная классификация деталей по конструктивно-технологическим признакам. Цель классификации — определение принадлежности детали к некоторой группе (классу) деталей, обладающих общностью конструктивно-технологических признаков.
В промышленности находит применение технологический классификатор деталей (ТКД) машиностроения и приборостроения, являющийся продолжением и дополнением классификатора ЕСКД (классы 71 —76), разработанного в качестве информационной части ГОСТ 2.201—80 «Единая система конструкторской документации. Обозначение изделий и конструкторских документов». Классификатор ЕСКД включает 100 классов, из которых 51 составляют пока резерв для размещения новых видов изделий. Классы 71 —76 охватывают детали всех отраслей промышленности основного и вспомогательного производств:
• класс 71 — тела вращения типа колес, дисков, шкивов, блоков, стержней, втулок, стаканов, колонок, валов, осей, штоков, шпинделейи др.;
• 72 — тела вращения с элементами зубчатого зацепления: трубы, шланги, проволочки, разрезные секторы, сегменты, изогнутые из листов, полос и лент; аэрогидродинамические корпусные, опорные и емкостные детали; вкладыши подшипников;
• 73 — корпусные, опорные и емкостные детали, не являющиеся телами вращения;
• 74 — плоскостные, рычажные, тяговые, аэрогидродинамические, изогнутые из листов, полос, лент профильные детали, не являющиеся телами вращения, и трубы;
• 75 — кулачковые, карданные, с элементами зацепления, санитарно-технические, разветвленные, пружинные, оптические, крепежные детали и ручки;
•76 — детали технологической оснастки и инструмента.
Технологический классификатор деталей можно использовать для решения следующих задач:
анализа номенклатуры деталей по их конструктивно-технологическим признакам;
группирования деталей по конструктивно-технологическому подобию для разработки процессов-аналогов;
унификации и стандартизации деталей в ТП их изготовления;
тематического поиска и использования ранее разработанных процессов-аналогов.
Технологический классификатор деталей представляет собой систематизированный в виде классификационных таблиц свод наименований общих признаков деталей, составляющих их частные признаки и кодовые обозначения. Структура полного конструкторско-технологического кода детали состоит из обозначения детали по ГОСТ 2.201—80 и технологического кода длиной в четырнадцать знаков. Технологический код состоит из двух частей: постоянной части из шести знаков (рис. 2.5, а) и переменной части из восьми знаков (рис. 2.5, б).
Структура переменной части технологического кода зависит от технологического метода изготовления деталей (позиция б, см. рис. 2.5, а):
• 1 — литье;
• 2 — ковка и объемная штамповка;
• 3 — листовая штамповка;
• 4 — обработка резанием;
• 5 — термическая обработка;
• 6 — формообразование из полимерных материалов и резины;
• 7 — покрытие;
• 8 — электрофизико-химические методы;
• 9 — методы порошковой металлургии.
Соответственно ТКД содержит 9 разделов.
Использование таблиц ТКД позволяет однозначно представить
конструкторско-технологические признаки детали в виде кода описанной структуры.
В принципе, возможно использование и иных классификаторов, при построении которых учитывается, например, специфика деталей, изготавливаемых на предприятии. При разработке классификаторов следует помнить, что малое число признаков (3 — 5) делает классификационную систему слишком грубой и не позволяет с достаточной точностью отнести деталь к той или иной группе (классу). Большое (20 и более) число признаков делает классификатор неудобным в работе, что приводит к возникновению ошибок.
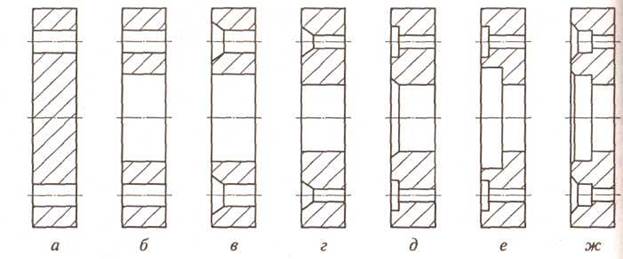
Рис. 2.6. Примеры конструкций:
а - е - детали типа фланцевого диска; ж - деталь-представитель
В соответствии с ТКД конкретную деталь можно отнести к соответствующему классу, подклассу, группе, подгруппе или типу. Для каждого типа определена деталь-представитель (рис. 2.6). Для нее разрабатывают типовой ТП, структуру и основные параметры которого считают известными.
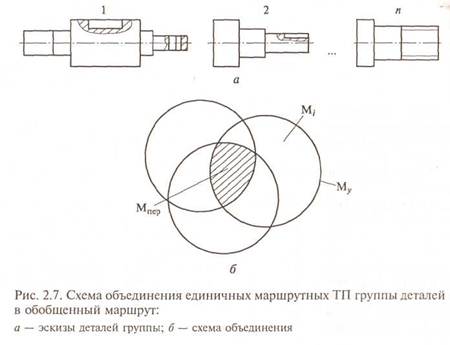
В работе профессора Н. М. Капустина [8] показано, что наряду I типовым ТП для проектирования можно воспользоваться обобщенным маршрутом изготовления деталей данного типа, подгруппы и т.д. Обобщенный маршрут представляет собой перечень (упорядоченное множество) оригинальных операций, входящих в единичные ТП деталей данного типа. Пусть, например, тип (подгруппа, группа и т.д.) представлены п деталями (рис. 2.7, а), с соответствующими маршрутными ТП: М1,М2,..., Мn. При объединении этих ТП (рис. 2.7, б) Мi  М у, где i = 1,..., п; Му— обобщенный маршрут.
М у, где i = 1,..., п; Му— обобщенный маршрут.
Необходимым условием включения единичного маршрутного ТП в обобщенный является наличие области пересечения множеств операций, например процессов Мi - и Mj, как непустого множества Мпер: Мпер= Мi  Мj≠0. Мощность пересечения множеств операций единичных ТП желательно увеличивать, поскольку при этом мощность обобщенного маршрута
Мj≠0. Мощность пересечения множеств операций единичных ТП желательно увеличивать, поскольку при этом мощность обобщенного маршрута  уменьшается.
уменьшается.
Обобщенный маршрут по сути — множество единичных маршрутных ТП, представленных своими кодами операций с указанием их наименования и сущности выполняемой в каждой операции работы. В результате анализа описаний операций единичных ТП изготовления деталей, обладающих сходными конструктивно-технологическими признаками, разрабатывают упорядоченные справочники формулировок операций, входящих в обобщенный маршрут (табл. 2.2).
Различия между типовыми ТП и обобщенным маршрутом очевидны. Типовой ТП является целостным и законченным процессом изготовления детали-представителя, которая, в принципе, могла бы существовать реально. Обобщенный маршрут не является законченным процессом, а представляет собой информационный объект, включающий упорядоченную последовательность всех оригинальных операций изготовления деталей соответствующей группы (типа). Последнее делает его информационную ценность выше типового ТП.
Методология формирования групповых ТП подробно изложена в [2].
Сведения о процессах-аналогах входят в информационное обеспечение САПР ТП. Разработку единичных ТП изготовления деталей на основе процессов-аналогов выполняют в соответствии со структурной диаграммой, приведенной на рис. 2.8.
Используют конструктивно-технологические модели детали и исходных заготовок (как разработанных в ходе ТПП, так и директивно заданных). Параметры моделей можно вводить с помощью процессора ввода-вывода САПР ТП или импортировать из CAD, что в особенности характерно для интегрированных САПР. Вводят данные о годовом объеме выпуска, определяющие в сочетании с известной массой детали, тип ее производства.
Технологический контроль моделей (блок А1) целью которого является выявление ошибок, несоответствий и нетехнологичных элементов конструкций изготавливаемых деталей, выполняют в диалоговом режиме. Скорректированные модели детали и, при необходимости, заготовки передают для последующего формирования ключа поиска процесса-аналога. Информацию о необходимых изменениях конструкции детали направляют в CAD.
|
Для того чтобы найти процесс-аналог в соответствующей базе, деталь классифицируют (например, с использованием ТКД). По классификационному коду детали определяют деталь-представитель и соответствующий ей ТП, который и принимают за процесс-аналог.
Ключ поиска может дополнительно к коду по ТКД включать информацию, например, об отрасли машиностроения, для которой разрабатывался искомый ТП, времени его разработки, стране разработки и т.д. Однако излишняя информативность ключа поиска снижает надежность последнего и может привести к его полной безрезультатности. В этом случае информативность ключа понижают, игнорируя некоторые его составляющие. Иногда поиск по ключу заменяют примерной («на глаз») классификацией детали с последующим просмотром деталей-представителей близких классификационных групп. Деталь-представитель выбирают визуально с последующим уточнением ее технологических признаков.
Кодирование обобщенных маршрутов также можно выполнять с использованием кода ТКД, указывая в нем наиболее характерные признаки деталей данного типа, подгруппы и т. д. В силу большей, чем, например, у типового ТП информативности, обобщенный маршрут предоставляет проектировщику большие и более удобные для использования возможности по выбору аналога для проектирования.
После ввода ключа собственно поиск аналога осуществляется автоматически в базе технологических процессов-аналогов или соответствующих обобщенных маршрутов. При поиске могут использовать дополнительные критерии выбора, например, предпочтения по минимизации используемых в аналоге групп оборудования и т.д.
Найденный аналог может быть неединственным. В этом случае пользователь, с помощью дополнительных критериев выбора или используя иные предпочтения, принимает решение о выборе единственного, наиболее предпочтительного варианта процесса-аналога. Часто, единственный вариант отбирают на основе визуального сравнения конструкций заданной детали и деталей-представителей.
Множество результатов поиска может быть и пустым. В этом случае изменяют ключ, уменьшив число признаков и, соответственно, его информативность, после чего поиск повторяют до тех пор, пока не будет найден приемлемый процесс-аналог.
Выбранный процесс-аналог просматривают. Сравнивают конструктивно-технологические признаки заданной детали и детали-представителя. При их тождественности (или минимальных различиях) принимают решение об использовании процесса-аналога без корректировки, что в особенности характерно для единичного и мелкосерийного производств. Далее выполняют подготовку необходимой технологической документации (блок А1) и завершают работу с системой.
|
При использовании обобщенного маршрута на его основе выполняют синтез единичного маршрутного ТП. Для этого необходимо решить две задачи:
• выбрать из справочников формулировок (см. табл. 2.2) нужные
операции для обеспечения требований качества, предъявляемых к
заданной детали;
• определить место каждой операции в проектируемом маршрутном ТП.
Решение этих задач основано на том, что для каждой операции выявляют условия, которые будут определяющими при ее включении в проектируемый ТП. Например, из табл. 2.2 видно, что операции с кодами 1140 и 1155 включают в ТП, если необходима термическая обработка (закалка или улучшение). Из формулировок других операций, например 1147, сразу не вытекают условия их включения в проектируемый ТП. Однако установка ступенчатого вала в патроне и люнете определяется отношением длины вала (L) к приведенному (среднему) диаметру (Dnp) и необходимостью править центровые фаски, например, после термической обработки вала.
Применяемые заготовки также влияют на выбор операций и их последовательность в проектируемом маршрутном ТП. Заданную точность размеров и формы обработанных поверхностей обеспечивают соответствующими методами обработки, выбор операций легко осуществляется по табличным моделям. Точность расположения обрабатываемых поверхностей зависит от выбранных технологических баз, которые связывают с формулировками операций. Габаритные размеры обрабатываемой детали и их граничные значения, а также объем партии запускаемых в производство изделий в значительной мере влияют на выбор оборудования и технологической оснастки.
Для выбора операций при синтезе единичного маршрутного ТП создают справочники условий.
Фрагмент справочника условий для выбора операций при обработке ступенчатых валов [8]:
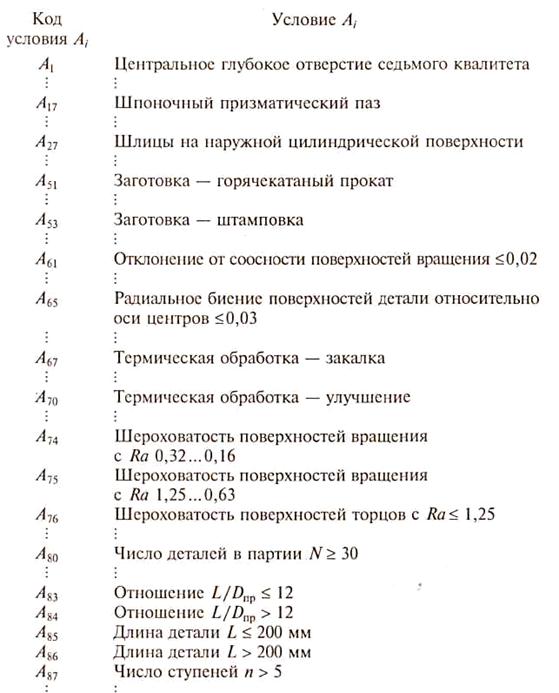
Пример использования справочника: операцию обработки ступенчатого вала с формулировкой «Токарная. В патроне и люнете. Подрезать торцы в размер и править центровые фаски согласно эскизу» включают в маршрут при условии (L/Dnp) >12 (условие А84), причем в случае, если перед этим была термическая обработка — улучшение (условие А70). Таким образом, операция должна следовать после термической обработки — улучшения и предикат, определяющий выбор указанной операции, будет иметь вид Ап Ам. Однако эта же операция может следовать также и после термической обработки — закалки, когда вследствие коробления заготовки необходимо обработать торцы и править центровые гнезда. В этом случае логическая функция будет иметь вид А67
Ам. Однако эта же операция может следовать также и после термической обработки — закалки, когда вследствие коробления заготовки необходимо обработать торцы и править центровые гнезда. В этом случае логическая функция будет иметь вид А67 АМ. Обобщение сказанного выражает предикат (A70A84)
АМ. Обобщение сказанного выражает предикат (A70A84)  (А67 А84). В общем случае логическая функция выбора к-й операции:
(А67 А84). В общем случае логическая функция выбора к-й операции:
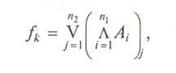
где Аi,- — условие из справочника условий для класса (группы) деталей; n1 — количество условий, связанных операцией конъюнкции; п2 — количество конъюнкций, связанных операцией дизъюнкции.
Количество условий, связанных операцией конъюнкции, например, для группы ступенчатых валов, обычно не превышает двух-трех. Для других конструктивных групп их может быть и больше. Это количество устанавливают при разработке справочника условий. Ограничения по количеству дизъюнкций не устанавливают. Таким образом, приведенная выше логическая функция представляет собой совокупность наборов  соединенных между собой логической суммой. Один или несколько таких наборов могут быть включены в логическую функцию. Однако только один из множества наборов однозначно позволяет выбрать операцию для I индивидуального маршрута и указать в нем соответствующее ей место. Операция может входить в индивидуальный технологический маршрут для деталей класса (группы), если f k = 1 [8].
соединенных между собой логической суммой. Один или несколько таких наборов могут быть включены в логическую функцию. Однако только один из множества наборов однозначно позволяет выбрать операцию для I индивидуального маршрута и указать в нем соответствующее ей место. Операция может входить в индивидуальный технологический маршрут для деталей класса (группы), если f k = 1 [8].
Упорядоченный в процессе-аналоге или обобщенном маршруте перечень операций позволяет выполнять структурно-параметрический синтез единичных маршрутных ТП для конкретных деталей с учетом геометрических, технологических и других особенностей (условий).
При использовании в качестве аналогов типовых ТП их преобразование в единичные ТП происходит в результате исключения из их структуры избыточных технологических операций и добавления необходимых. При этом используют аналогичные представленному справочники условий. Преобразование структуры процесса-аналога в структуру единичного ТП изготовления заданной детали называют структурной модификацией процесса-аналога. В большинстве систем данная процедура слабо формализована и выполняется в диалоговом режиме, иногда, с использованием специализированных технологических редакторов.
Структурной модификации аналога обычно предшествует параметрическая (параметрическая настройка). Под параметрической модификацией понимают направленное изменение параметров процесса-аналога с целью его преобразования в единичный ТП изготовления заданной детали, удовлетворяющий заданным требованиям.
Для любого технологического объекта проектирования выделяют:
• параметрические характеристики, определяющие взаимодействие объекта с внешней для него средой;
• внутренние (собственные) параметры объекта.
К параметрическим характеристикам маршрутного ТП изготовления детали, определяющим его взаимодействие, как объекта с внешней средой, относят данные об основном материале (код материала); вид и способ изготовления исходной заготовки; нормы расхода материала; характеристики рабочих мест (номера цеха, участка, рабочего места); коды и наименования оборудования.
Изменения параметров маршрутного ТП, как правило, приводят к необходимости изменения параметров или даже структуры многих его операций. Поэтому часто параметрическую настройку ТП начинают с уровня технологической операции.
К параметрическим характеристикам, определяющим взаимодействие технологической операции с внешней для нее средой, относят входные (до выполнения операции) и выходные (после выполнения операции) значения показателей качества заготовки; наименование и модель оборудования; данные о вспомогательном и режущем инструменте; наладочные размеры; объем операционной партии деталей. Основными собственными параметрами операции являются: норма подготовительно-заключительного времени; размеры обрабатываемых поверхностей; режимы обработки; составляющие штучного времени. Некоторые параметры операции являются зависимыми, другие — нет. В частности, основное время, как одна из составляющих штучного времени, прямо зависит от размеров обрабатываемых поверхностей и режима обработки.
Желательно, чтобы преобразование процесса-аналога в единичный ТП, отвечающий заданным требованиям, происходило при минимальных изменениях (модификации) аналога. Это снижает трудоемкость проектирования и сокращает длительность ТПП. При параметрической модификации учитывают, что влияние различных параметров на результат проектирования и их роль в этом процессе различны. В частности, при параметрической модификации операций-аналогов изменения некоторых параметров вполне допустимы, других — нежелательны, так как влекут за собой необходимость изменения структуры операций. Модификация принимает характер структурно-параметрической, что часто ведет к потере преимуществ, которые дает использование аналогов.
Параметрической модификации должен предшествовать обязательный анализ, целью которого является выявление множества тех параметров, изменения которых не только допустимы, но и обеспечивают высокое качество проектных решений.
В основе значительного числа САПР ТП лежит конструкторско-технологическая параметризация. Используют параметризованные модели объекта производства (детали) и объекта проектирования (ТП и его элементов). Изменяемые параметры моделей рассматривают как переменные.
При конструкторской параметризации, задавая нужные значения конструктивно-технологических параметров модели (чертежа) объекта, например, детали-представителя (рис. 2.9, а), получают конкретные (желаемые) экземпляры объекта проектирования (рис. 2.9, б— г).

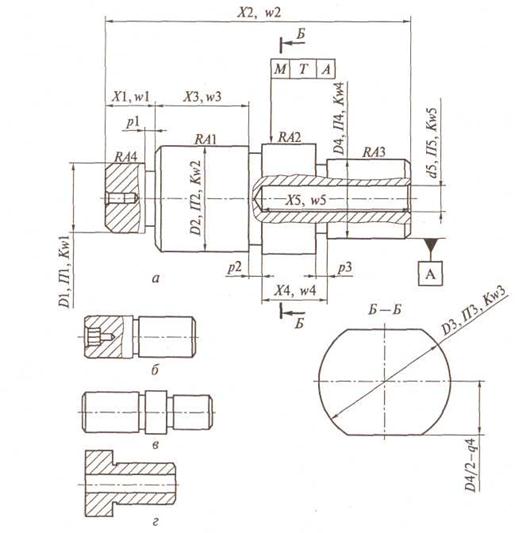
Рис. 2.9. Параметризованный чертеж детали-представителя и деталей, спроектированных на его основе:
а — деталь-представитель; б — палец; в — вал ступенчатый; г — втулка с буртиком; М, Т — вид и значение отклонения взаимного расположения поверхностей
К изменяемым параметрам относятся наименование и шифр детали; марка конструкционного материала; характеристики полуфабриката (исходной заготовки); размеры поверхностей (см. рис. 2.9, а) — линейные (XI,..., Х5; р1,..., рЗ), диаметральные наружные (D1,..., D5), диаметральные внутренние (d5); показатели качества обрабатываемых поверхностей — отклонения линейных размеров (wl,..., w9), отклонения (посадки) и квалитеты точности Kw диаметральных размеров (П1,..., П5; Kw1,..., Kw5; q4 — нижнее предельное отклонение размера D4). Параметры шероховатости (RA1,..., RA4); отклонения взаимного расположения поверхностей и др. Для параметризованного чертежа (модели) детали перечень изменяемых конструкторских параметров обычно приводят в списке переменных.
Диапазоны изменения конструкторских параметров различны. Равенство нулю любого из размеров (за исключением габаритных) означает отсутствие у проектируемой детали соответствующей поверхности (например, отверстия: Х5 = 0). Габаритные размеры проектируемой детали равны нулю быть не могут. Параметры шероховатости и отклонения размеров могут указываться явно или по умолчанию.
При технологической параметризации, изменяя параметры модели объекта проектирования (например, технологической операции), стремятся получить его единичный экземпляр, полностью соответствующий условиям применения. К числу изменяемых технологических параметров относят следующие характеристики переходов или операций: шифр и наименования операции и оборудования; параметры текстов переходов; показатели качества поверхностей после обработки и т.д. Для разработанного ранее ТП принимают в качестве переменных подлежащие изменению конструкторские и технологические параметры.
Обычно, параметризованная модель, например, технологической операции, представляет собой текст операционной карты, в котором изменяемые параметры указаны в виде символов. Задав желаемые значения этих символов, пользователь получает, по основной идее метода параметризации, единичный текст операционной карты.
В ряде САПР ТП используют параметризованные описания содержания операций ТП-аналога. Такие описания называют параметризованными копиями. В их текстах вместо численных значений соответствующих характеристик и параметров указаны символы «пробел». Пользователь должен вместо пробела указать необходимые для конкретной детали численные значения, выполнить необходимое редактирование, и текст операции считается готовым, а параметрическая настройка — завершенной.
Процесс проектирования в таких САПР ТП может привести к принципиальным ошибкам и поэтому требует постоянного внимания квалифицированного технолога.
Рассмотрим пример. Ниже приведен фрагмент текста карты токарно-винторезной операции-аналога, предложенного пользователю системой.
1.УСТАНОВИТЬ ЗАГОТОВКУ В ПАТРОН И ЗАКРЕПИТЬ
ПАТРОН 3-х КУЛАЧКОВЫЙ, ГОСТ....
2.ПОДРЕЗАТЬ ТОРЕЦ В РАЗМЕР ____
РЕЗЕЦ ПОДРЕЗНОЙ, ГОСТ....
3.ТОЧИТЬ НАРУЖНЮЮ ЦИЛИНДРИЧЕСКУЮ
ПОВЕРХНОСТЬ В РАЗМЕР ___ НА ДЛИНЕ ___
РЕЗЕЦ ПРОХОДНОЙ, ГОСТ....
……………………………………………….
СНЯТЬ ЗАГОТОВКУ.
Данный пример при отношении длины исходной заготовки к среднему (приведенному) диаметру меньшем 3 — 5 соответствует в целом правильно определенному содержанию операции. При большем значении этого отношения текст ошибочно отражает содержание операции, так как для ее выполнения необходима установка заготовки в центрах. Используемое приспособление становится иным, подрезка торца затруднена. Требуется изменение технологической оснастки, а, возможно, и структуры операции.
При использовании параметризованных моделей перманентное изменение параметра может привести к скачкообразному изменению технологического решения и, в частности, изменению структуры объекта проектирования. Формирование проектного решения требует обязательного участия специалиста. Решение становится субъективным, зависящим от опыта и знаний проектировщика.
В современных интегрированных САПР ТП все чаще используют конструкторско-технологическую параметризацию. В этих системах предусмотрена возможность отслеживания изменения структуры ТП при изменении параметров конструкции проектируемой детали. Если в рассмотренном выше примере для детали — вала отношение длины исходной заготовки к среднему диаметру будет больше 3 — 5, то параметрическую настройку будут выполнять для операции-аналога, предусматривающей обработку заготовки в центрах.
Возможно представление ТП-аналога в табличной форме. Каждая строка такой таблицы содержит информацию о технологических операциях и переходах процесса-аналога. Столбцами таблицы являются характеристики операций и переходов. На пересечении строки и соответствующего столбца указывают значение, равное 0 или 1 в зависимости от соотношений конструктивных параметров детали. Например, если у детали отсутствует лыска (высота лыски равна 0), то автоматически из текста ТП удаляются переходы ее фрезерования. Если шероховатость наружной поверхности детали — тела вращения (вал, втулка и т.д.) более Ra 2,5 — из текста удаляют круглошлифовальные операции. Если в технических требованиях нет указаний на значения твердости HRC — удаляют операции термической обработки. Так выполняют автоматизированную
настройку процесса-аналога на технологию изготовления заданной детали.
Таким образом, в САПР ТП на базе использования процессов-аналогов разработка единичного ТП сводится к редактированию процесса-аналога в соответствии с конструктивно-технологическими особенностями детали, для которой этот процесс и разрабатывают. При этом может измениться как структура процесса-аналога (вследствие включения в него или, наоборот, удаления некоторых операций), так и содержание самих технологических операций. Возможно проведение необходимых технологических расчетов по определению режимов обработки, нормированию операций и т.д.
Решения, принятые в процессе проектирования и представленные параметрами маршрутной и операционной технологии, оценивают. При оценке используют различные количественные (технико-экономические) и качественные критерии. Если параметры спроектированной маршрутной (или) операционной технологии не отвечают поставленным критериям, то принимают решение об изменении ТП. В зависимости от степени несоответствия параметров ТП поставленным критериям необходимые изменения вносят либо на этапе редактирования, либо на этапе выбора процесса-аналога. В последнем случае возможна корректировка конструкторско-технологического кода детали и поиск нового процесса-аналога с выполнением всех последующих этапов разработки.
Параметры разработанного ТП представляют в технологической документации в формах, установленных стандартами ЕСТД (см. гл. 1).
Областью применения рассматриваемых САПР ТП является единичное и серийное производство, характеризующееся частой сменой предмета производства. Желательно, чтобы изготавливаемые детали при всех различиях конструктивно-технологических параметров, обладали определенным подобием. Это позволит в полной мере использовать преимущества рассматриваемых систем при формировании высокоэффективных проектных решений.








