 2014-02-24
2014-02-24 786
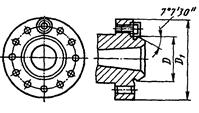
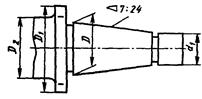
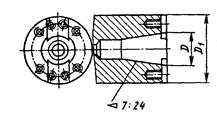
786| Конструктивное исполнение | Присоединительные размеры | Применение в станках |
| ГОСТ 12595—85 D = 54...584 мм D1 = 70...648 мм Конус Морзе № 4... 6 Конус метрический 80...... 120 | Токарных, токар-но-револьверных, токарных многорезцовых, шлифовальных и др. |
| ГОСТ 24644—81 D = 30...80 мм d1 = 17,4... 140 мм D1 = 50... 350 мм D2 = 36...305 мм | Фрезерных, сверлильных, расточных и многоцелевых |
| ГОСТ 24644—81 D = 30...70 мм D1 = 50...320 mm | Фрезерных |
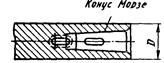
| ГОСТ 24644—81 Конус Морзе № 1... 6 Конус метрический 80...... 160 D=25...320 мм | Сверлильных и расточных |
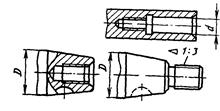
| ГОСТ 10681—72 d=8...80 мм D=12...260 мм | Шлифовальных |
Примечание. Концы шпинделей фланцевые типа Кэмлокк — по ГОСТ 26651—85; концы инструментальных шпинделей зуборезных станков — по ГОСТ 17548-83.
Конфигурацию переднего конца шпинделя выбирают в зависимости от способа крепления инструмента или заготовки. Так как для их крепления применяют стандартные приспособления, то передние концы шпинделей для большинства типов станков стандартизованы (табл. 13.1). В зависимости от требований к процессу смены инструмента или приспособлений центрирование осуществляется конусом Морзе, конусами конусностью 7/24 или 1/3.
Конфигурация внутренних поверхностей определяется наличием отверстия для пруткового материала и конструкцией зажимного устройства, встраиваемого в шпиндель.
Тип приводного элемента зависит, в первую очередь, от частоты вращения, величины передаваемой силы, требований к плавности вращения, а также от общей компоновки привода. Зубчатые передачи наиболее просты и компактны, передают большие крутящие моменты, однако из-за погрешностей и передачи возмущений на шпиндель их обычно не применяют в прецизионных станках, а также при высоких частотах вращения. При применении, ременной передачи конструкция усложняется, увеличиваются ее размеры, особенно если шкив устанавливают на самостоятельные опоры для разгрузки шпинделя. Однако при этом существенно повышается плавность вращения, уменьшаются динамические нагрузки в приводе станков с прерывистым характером процесса резания. Приводные шестерни и шкивы должны иметь посадки без зазора (предпочтительно на конические поверхности) и быть расположены ближе к опорам.
Методы смазывания во многом определяют надежность работы шпиндельного узла. Для подшипников качений применяют жидкий либо твердый смазочный материал. Примерные границы применимости различных методов смазывания по параметру  указаны ниже.
указаны ниже.
Метод смазывания: 








