 2014-02-09
2014-02-09 939
939Таблица 7.10
Таблица 7.9
Задача о назначениях
Таблица 7.8
Таблица 7.7
Таблица 7.6
Таблица 7.5
Управление очередями
Простейшее решение по составлению расписаний имеет так называемая задача директора. Сущность этой задачи заключается в следующем.
На прием к директору записалось несколько посетителей. Секретарь директора составил список в алфавитном порядке, указав для каждого требующуюся ему ориентировочную продолжительность приема. Фамилии записавшихся обозначены в списке их заглавными буквами (табл. 7.5).
На весь прием директор, как видно из таблицы, отвел 2 часа =120 минут, поэтому пришлось ограничиваться всего шестью посетителями. Является ли составленное расписание наилучшим?
| № п/п | Фамилия (начальная буква) | Продолжительность приема, мин | Время ожидания, мин |
| Б | |||
| Д | |||
| Е | |||
| К | |||
| С | |||
| Т | |||
| Суммарное время 120 мин = 260 мин = = 2 часа = 4 часа 20 мин |
С точки зрения общей продолжительности приема любая очередность посетителей равнозначна: суммарное время приема не меняется при любой его последовательности. А с точки зрения ожидания в очереди? Подсчитаем общее время ожидания как сумму времени ожидания всех посетителей. В нашем алфавитном списке оно составляет 260 минут = 4 часа 20 минут. Понятно, что это время желательно было бы уменьшить: ведь время ожидания – зря потраченное время. Но вот можно ли это сделать? Приведет ли расписание с другой последовательностью приема к экономии общего времени ожидания при сохранении намеченного суммарного времени приема?
Оказывается, получение такого расписания возможно. В одном из методов исследования операций – так называемой теории расписаний – доказывается, что наименьшее суммарное время ожидания получается при составлении расписания в порядке нарастания продолжительности приема. Составим такое расписание (табл. 7.6).
| № п/п | Фамилия (начальная буква) | Продолжительность приема, мин | Время ожидания, мин | |||||
| К | ||||||||
| Е | ||||||||
| Д | ||||||||
| Б | ||||||||
| Т | ||||||||
| С | ||||||||
| Суммарное время 120 мин = 190 мин = = 2 часа = 3 часа 10 мин | ||||||||
Полученное оптимальное расписание позволяет уменьшить суммарное время ожидания на 1 час 10 минут. Это значительное сэкономленное время можно использовать на полезные дела.
Задача директора находит применение не только в приемной руководителя. Ведь таким же образом можно составить и расписание очередности работы станка или другого оборудования над различными деталями. Продолжительность обработки при этом бывает различной, и нужно составить расписание таким образом, чтобы суммарное время обработки оказалось наименьшим. Это, как мы видели, дает существенный временной, а значит, и экономический эффект.
Задачу директора иногда называют задачей одного станка. Ее дальнейшим развитием является задача двух станков. В чем ее суть?
Детали обрабатываются последовательно на двух станках. В табл. 7.7 показана продолжительность этой обработки для каждой из 10 деталей на двух станках. Нумерация деталей и последовательность их обработки взяты при этом произвольно.
| Номера деталей и последовательность их обработки | ||||||||||
| Продолжительность обработки на станке № 1, мин | ||||||||||
| Продолжительность обработки на станке № 2, мин |
Расчет показывает, что суммарное время обработки всех деталей составляет 118 минут. Кроме того, существует время ожидания обработки первой поданной детали на станке № 2, равное 7 минутам, и время ожидания, пока освободится станок № 2 для обработки детали № 5, равное 11 минутам. Итого – обработка всех деталей на двух станках с учетом времени ожидания продолжается 136 минут.
В теории расписаний доказывается, что в задаче двух станков для обеспечения оптимальной последовательности обработки с наименьшим временем ожидания необходимо составлять расписание, руководствуясь следующими правилами:
1) выбирается деталь с наименьшей продолжительностью обработки на одном из станков; в нашем примере это № 9;
2) выбранная деталь помещается в начало очереди, если наименьшая продолжительность обработки соответствует станку № 1, или в конец очереди, если – станку № 2; в нашем примере деталь № 9 помещается в конец очереди;
3) столбец таблицы 7.7, ранее занятый выбранной деталью, вычеркивается;
4) выбирается деталь среди оставшихся со следующей наименьшей продолжительностью обработки на одном из станков; в нашем примере – деталь № 7;
5) выбранная деталь помещается в начало или конец очереди по указанному в пункте 2 правилу; в нашем примере деталь № 7 помещается в начало очереди;
6) вычеркивается соответствующий столбец таблицы.
И так далее.
В итоге можно получить оптимальное расписание работы двух станков (табл. 7.8).
| Последовательность обработки (порядковый номер очереди) | ||||||||||
| Номер детали | ||||||||||
| Продолжительность обработки на станке № 1, мин | ||||||||||
| Продолжительность обработки на станке № 2, мин |
Полученное оптимальное расписание уменьшает время ожидания обработки до 2 минут (станок № 2 ждет в самом начале, пока станок № 1 обработает деталь № 7). Общее время обработки с учетом времени ожидания тем самым сокращается до 120 минут- на 12 %.
Заметим, что, не зная описанного простого правила, эту задачу не решить и опытному специалисту. Ведь чтобы выйти на оптимальное расписание, необходимо перебрать несколько миллионов вариантов очередности.
Данное решение, так же как и предыдущее, применяется не только для станков. Оно может быть использовано для составления расписаний очередности любых работ, последовательности процедуры применения, функционирования различных технических или организационных производственных систем.
Говоря о составлении наилучших расписаний, нельзя обойти еще один важный для практики тип задач. Речь пойдет о так называемой задаче о назначениях.
На предприятии подготовлен резерв для замещения однородных должностей начальников производства (скажем, начальников производственных участков). Руководители предприятия, кадровая служба составили список резерва (в алфавитном порядке) и путем экспертного опроса установили, приблизительно конечно, степень соответствия каждого кандидата каждой из возможных вакансий. Например, установлено, что кандидат А для замещения должности IV подходит примерно в два раза лучше, чем для должности II, для замещения должности I кандидат Б в два раза хуже, чем В, и т. д. Придавая таким характеристикам численную форму, можно составить таблицу соответствия кандидатов различным должностям (табл. 7.9).
| Кандидат | Должность | ||||||||||
| I | II | III | IV | V | |||||||
| А | 60* | ||||||||||
| Б | 40* | ||||||||||
| В | 50* | ||||||||||
| Г | 20* | ||||||||||
| Д | 10* | ||||||||||
Как будет проходить подбор кандидатов на должность? Решим эту задачу сначала глазомерно.
Первый по алфавиту кандидат А лучше всего отвечает должности V. Закрепим за ним эту должность, поставив в правом верхнем углу соответствующей клетки звездочку.
Следующего кандидата – Б лучше всего было бы назначить на должность V, но она уже занята. Поэтому направим его на наиболее подходящую из оставшихся – должность I. И так далее.
Оценку полученного штатного расписания произведем так, как мы это делали в задачах математического программирования – суммируя оценки соответствующих назначений:
60 + 40 + 50 + 20 + 10 = 180.
Хорошее ли это расписание? Ответить на такой вопрос можно, лишь зная оптимальный вариант. Получить его путем сплошного перебора всех возможных расписаний, как мы уже знаем, практически нельзя: при распределении всего 10 кандидатов по 10 должностям число возможных вариантов измеряется миллионами.
Существуют, к счастью, приемы направленного перебора вариантов, построенные на основе методов исследования операций. Применение этих приемов выводит на следующее оптимальное штатное расписание (табл. 7.10).
| Кандидат | Должность | ||||||||||
| I | II | III | IV | V | |||||||
| А | * | ||||||||||
| Б | * | ||||||||||
| В | * | ||||||||||
| Г | * | ||||||||||
| Д | * | ||||||||||
Оценка качества данного расписания:
40 + 80 + 80 + 70 + 60 = 330.
Оценка показывает, что оптимальное расписание почти в два раза лучше, чем глазомерное.
Еще один полезный метод выработки управленческих решений – сетевое планирование.
Сетевое планирование служит для составления рационального плана решения производственной задачи, предусматривающего осуществление его в кратчайший срок и с минимальными затратами.
Методы сетевого планирования дают возможность оценивать «узкие» места выполняемой задачи и вносить необходимые коррективы в организацию решения.
Сетевое планирование рассмотрим на следующем примере. Производственная задача решается в три этапа (I, II и III). Исходным моментом является получение директором предприятия задания (заказа). Далее на основании этого задания под руководством заместителя директора по производству разрабатываются задания подразделениям № 1 и № 2. После этого подразделения одновременно приступают к I этапу работы. Для того чтобы начать II этап работы, подразделение № 2 должно получить комплект изделий, изготовленных подразделением № 1 в ходе I этапа. Поэтому подразделение № 1 начинает II этап работы сразу же после окончания I этапа, а подразделение № 2– лишь после получения комплектующих из подразделения № 1. Далее роли подразделений меняются: для того чтобы начать III этап, теперь уже подразделение № 1 должно ожидать комплектующих от подразделения № 2. С окончанием III этапа работы обоими подразделениями изделие считается готовым. Транспортная служба доставляет его потребителю.
Все мероприятия решаемой задачи в их взаимосвязи представляются в виде наглядной схемы – сетевого графика (рис. 7.6), состоящего из двух типов элементов – работ и событий.
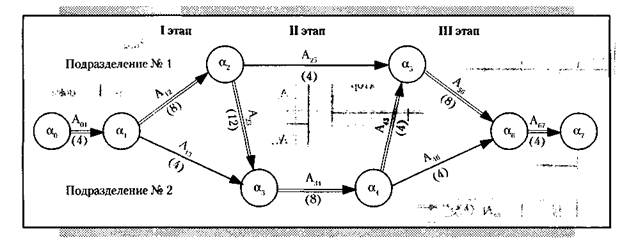
Рис. 7.6. Схема сетевого графика
Работа представляет собой выполнение некоторого мероприятия, например выполнение определенной технологической, транспортной или складской операции. Работа связана с затратой времени и расходом ресурсов, она должна иметь начало и конец. Работа обозначается на графике стрелкой, над которой проставлен номер работы (большая буква с индексом), а под ней – продолжительность работы (в скобках).
Событиями называются начальные и конечные точки работы, например начало или окончание производственной операции. Событие не является процессом и поэтому не сопровождается затратами времени или ресурсов. Событие обозначается кружком с буквенным обозначением внутри (маленькая буква с индексом).
Относительно данной работы события могут быть предшествующими (непосредственно перед ней) и последующими (непосредственно за ней). Относительно данной работы другие работы могут быть предшествующими и последующими. Каждая входящая в данное событие работа является предшествующей каждой выходящей работе; каждая выходящая работа является последующей для каждой входящей.
Основные свойства сетевого графика:
ни одно событие не может произойти до тех пор, пока не будут закончены все входящие в него работы;
ни одна работа, выходящая из данного события, не может начаться до тех пор, пока не произойдет данное событие;
ни одна последующая работа не может начаться раньше, чем будут закончены все предшествующие ей работы.
Приступая к построению сетевого графика, разрабатывают перечень событий, определяющих планируемый процесс – производственную задачу, без которых она не может состояться (табл. 7.11). Затем предусматриваются работы, в результате которых все необходимые события должны произойти (табл. 7.12).








