 2014-02-09
2014-02-09 7195
7195На долю литья в песчано-глинистые формы и сегодня приходится 70% всех отливок. К тому же на его примере легко проследить все этапы традиционного литейного производства.
Не вдаваясь в особые тонкости, отметим, что для изготовления форм служат формовочные смеси из песка и глины с различного рода добавками. Так, добавка в смесь некоторых отходов целлюлозно-бумажного производства увеличивает поверхностную прочность форм, не дает им осыпаться. Каменноугольная пыль устраняет пригорание формовочной смеси к поверхности чугунных деталей, во время заливки чугуна частицы сгорают и образуют газовую прослойку между отливкой и формой, что не допускает смачивания металлом поверхности формы. Для той же цели в смесь для литья медных сплавов добавляют мазут.
Приготовление формовочных смесей – это целое производство, к тому же весьма высокомеханизированное. Песок и глину сначала сушат в печах, потом глину размалывают на бегунах или шаровых мельницах. После этого песок, глину и другие добавки перемешивают, дают смеси вылежаться, затем рыхлят и подают на формовку.
Кстати, теперь отобранную смесь большей частью не выбрасывают. Использованные формы дробят, отделяют магнитом стальные и чугунные частицы, оставшиеся просеивают на ситах и снова пускают в дело, добавляя к получившейся массе 20-30% свежей смеси.
Чтобы приступить к формовке, нужно, кроме смеси, иметь еще модели и стержни. Что такое модель, понятно без особенных объяснений, это как бы копия внешних очертаний отливаемой детали. Размеры ее больше – нужно добавить на усадку и на неточности, а также на припуска для механической обработки. Нужны также литейные уклоны – конусность, облегчающая выемку модели из формы. На рис. 2.1 показано отливку, модель и форму в сборе.
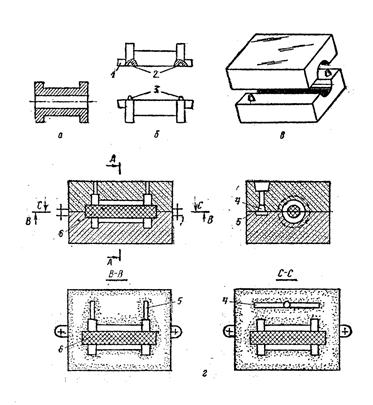
Рисунок 2.1 – Отливка (а), модель (б), стержневой ящик (в) и форма в сборе (г);
1 – модельные знаки; 2 – гнезда; 3 – шипы; 4 – шлакоуловитель; 5 – питатель; 6 – стержень.
Используя одну модель, можно получить от 5 до 500 отливок. Если отливок требуется больше, и они должны быть поточнее, то модели выполняют и из металла – чугуна, латуни и алюминия.
В отличие от модели стержни остаются во время заливки металла внутри формы. Поэтому их выполняют не из дерева, а так же, как и сами формы: из песчано-глинистых смесей или даже из металла: укрепляют каркасами и пронизывают вентиляционными каналами, куда бы могли уходить газы, выделяющиеся из расплава.
После того как модель и стержни готовы, можно приступить к формовке, т.е. к изготовлению самой формы – отпечатки модели, полости, куда будет заливаться расплав. Если предстоит отливка очень крупного изделия, то формовку ведут прямо в почве. Формы выполняют в опоках – металлических ящиках из стали или алюминиевого сплава без дна и без крышки. Опоки (их, как правило, две) удерживают песчаную литейную форму, не дают ей развалиться при транспортировке и заливке металла. В стенках опоки просверливают отверстия, через которые выходят пары и газы, образующиеся во время сушки и заливки, а на внутренней поверхности делают ребра, не позволяющие высыпаться земле.
Процесс начинается с того, что модель устанавливают гладкой поверхностью на подмодельный щиток. Туда же потом ставят нижнюю опоку, после чего модель припудривают тальком или графитом, чтобы она не прилипала к форме, и засеивают небольшим слоем облицовочной смеси.
В отличие от остальной формовочной смеси облицовочная непосредственно соприкасается с жидким металлом, и по этой причине ее приготовляют из свежих материалов, тогда как на наполнительную идет главным образом уже отработанная смесь.
Затем облицовочную смесь обжимают вокруг модели и засыпают несколькими слоями наполнительной смеси, каждый слой тщательно уплотняют. У стенок опоки плотность набивки смеси стараются делать максимальной, иначе смесь может при переворачивании и сборке формы вываливаться из опоки.
Закончив набивку, излишек смеси сгребают линейкой и прокалывают иглами (или, как их еще называют, душниками) вентиляционные каналы, назначение которых, как уже говорилось, – увеличить газопроницаемость формы. Чтобы в них не проник жидкий металл и чтобы не испортить поверхность будущей отливки, каналы не доводят до модели на 15-20 мм.
Следующая операция – переворачивание опоки на 180°. Ее располагают разъемом вверх и присыпают разделительным песком, а саму модель припудривают. На нижнюю опоку ставят верхнюю. Теперь устанавливают модель стояка и засыпают все сначала облицовочной, а потом наполнительной смесью. Последнюю вновь тщательно уплотняют и вновь накалывают вентиляционные каналы.
Модель стояка (вертикального канала для подвода расплава к форме) вынимают и слегка расширяют его верхнюю часть. Образуется углубление – литниковая чаша, куда наливают жидкий металл. Ее основное назначение – облегчить попадание в стояк струи металла из разливочного ковша, а также способствовать отделению металла от шлака, что плавает на его поверхности; в верхней части литниковой чаши иногда ставят перегородки, которые его задерживают.
Затем верхнюю опоку снимают, а в нижней прорезают горизонтальные каналы – литники. Кромки формы вокруг модели слегка увлажняют водой, чтобы они не осыпались при выемке модели. В модель ввинчивают сверху винт, который литейщики называют «подъемом», легкими ударами деревянного молотка «расколачивают» модель и осторожно вынимают ее из формы. Остается тщательно осмотреть форму и исправить возможные повреждения, продуть ее полость сильной струей сжатого воздуха, чтобы удалить остатки земли, выкрасить формовочной краской и высушить.
Завершается все сборкой: верхнюю опоку по направляющим штырям точно состыковывают с нижней, а сверху ставят на них тяжелый груз или же свинчивают. Если ни того, ни другого не делать, то при заливке металл может просочиться в разъем и вытечь.
Земляные или глинисто-песчаные формы для каждой отливки нужно выполнять заново. Чтобы снизить трудоемкость формовки, иногда применяют полупостоянные формы, которые изготавливаются из огнеупорных масс, предварительно обожженных при температуре 800-900 К. Такие формы выдерживают по нескольку десятков и даже сотен заливок и нуждаются лишь в периодическом обновлении слоя защитной краски, соприкасающейся с жидким металлом.
Это самый простой способ – формовка в двух опоках по цельной модели. Литейщики знают таких способов множество: и формовка по разъемным моделям, и в нескольких опоках, и стопочная формовка, и формовка без опок, и по шаблонам, и в стержнях и т.д. В общем, способов много, но принцип один – получение полости, соответствующей форме будущей отливки.
Теперь о заливке. Это тоже целая наука. Так, способ подвода расплава к форме зависит не только от размеров, конфигурации, толщины стенок отливки, но и от металла. Если вы льете серый чугун, подводите металл к тонким сечениям. Если же деталь изготавливается из стали, расплав подводят в толстые части: у стали большая усадка, а через тонкие места невозможно добиться хорошего питания отливки. Для быстрого заполнения форм применяют клиновидные литники, которые подают расплав тонкой и широкой струей; если же нужен плавный и безударный подвод, используют сифонные и рожковые литники. Дождевые литники, в свою очередь, разбивают металл на маленькие струйки и хороши в тех случаях, когда есть опасение, что большая сплошная струя размоет литейную форму.
После того как форму залили расплавом, нужно ждать, пока отливка затвердеет и остынет примерно до 700-800 К. Только тогда ее можно будет выбивать, т.е. освобождать из формы. При выбивке раскаленные отливки пышут жаром, а формовочная земля повисает в воздухе едкой пылью. Это очень неприятная работа, и она сейчас почти всюду механизирована. Опоку подвешивают к подъемному крану и трясут с помощью мощных вибраторов (приводятся в действие воздухом). Под коромыслом в полу имеется люк, закрытый толстой решеткой. Когда в результате вибрации опоки вываливается полуформа с отливкой, она распадается на куски, горелая формовочная смесь проваливается сквозь решетку и уносится в землеприготовительное отделение, где используется снова, а отливка остается сверху.
Первым делом отливку нужно очистить от стержней, забивающих все ее дыры и полости. Раньше стержни выбивали пневмозубилами и молотками, теперь чаще всего используют гидроочистку; стержни разрушаются и размываются струей воды под сильным давлением, а примешанные к ней кварцевые песчинки бомбардируют поверхность отливки и отдирают от нее грязь и наросты. Поскольку гидроочистка происходит в закрытой камере, а рабочий, управляющий струей, находится все время снаружи, ему не приходится ни мокнуть, ни дышать пылью.
Другой способ очистки – очистка с помощью дробеструйных и пескоструйных аппаратов.
Еще более прогрессивный способ очистки электрохимическая и очистка электрогидравлическим ударом. Наконец, лишний металл – литники – отбивается от хрупких чугунных отливок молотком, а от отливок из других материалов отрезается пилами или газовыми горелками. Заливы и заусеницы удаляют абразивными кругами.
Теперь отливка почти готова. После поверхностного осмотра, обычных замеров, проверки химсостава химическим или спектрографическим способом и исследования микроструктуры ее направляют на рентгеновское просвечивание для определения скрытых пороков. В последнее время широко используют для просвечивания гамма-лучи и ультразвук. Отливки из магнитных материалов проходят еще так называемые магнитные испытания. Идея их в том, что поток силовых линий, проходящих через отливку, встречаясь с препятствием (в данном случае с внутренним дефектом), меняет направление или рассеивается. Это фиксируется индукционными приборами – магнитными дефектоскопами.
Обнаружив даже серьезные дефекты, не обязательно отливку выбрасывать. Чаще всего ее можно исправить. Вырубают, например, дефектное место до чистого металла и заполняют образовавшуюся полость расплавом того же химического состава, что и отливка, или даже лучшего качества. Вместо вырубки можно выплавить дефектное место электродугой или газовым резаком.
Данный способ «ремонта» отливок – металлизация. Мелкие капли металла, расплавленные электрической дугой, выдуваются сжатым воздухом и направляются прямо на дефектное место.
Литье в разовые песчано-глинистые формы применяют в индивидуальном и мелкосерийном производстве крупногабаритных деталей из черных и цветных сплавов.
При индивидуальном производстве литье в песчано-глинистые формы является наиболее экономичным способом благодаря малой стоимости формовочных материалов и модельной оснастки. Но получаемые отливки имеют шероховатую поверхность, невысокую точность размеров и вследствие крупнозернистости структуры и значительной пористости металла в отливках – невысокие механические свойства. Отливки, полученные этим способом, должны иметь припуск на последующую механическую обработку (3-10 мм).
1.2 Литье в оболочковые формы
Песчано-глинистая форма, о которой подробно рассказано выше, состоит как бы из двух частей: тонкого внутреннего слоя, непосредственно прилегающего к отливке и формирующего ее поверхность, и слоя наружного, который в десятки раз толще и нужен только для придания форме прочности. Именно из-за него литейщики перелопачивают на каждую тонну отливок гору (до 12 т) песка и глины. Если бы внутренний слой был достаточно прочен, наружный был бы вообще не нужен.
В этом и заключена идея литья в оболочковые формы. Благодаря успехам химии полимеров из кварцевого песка с небольшой добавкой особой смолы, например пульвербакелита, литейщики научились на специальных автоматах изготовлять тонкие скорлупы, оболочки. Они в 15-20 раз прочнее песчано-глинистых форм и поэтому не нуждаются в толстом наружном слое. В результате в 8-10 раз снижается расход формовочной смеси на тонну литья. Отливки получаются очень точными, с чистой поверхностью, припуски на механическую обработку уменьшаются вдвое, нет нужды в выбивке и очистке, открывается путь к полной автоматизации производства. Оболочковые формы весьма газопроницаемы, поэтому в процессе заливки металла газы удаляются, что существенно улучшает качество отливок.
 Наиболее важно, что этот способ позволяет получать отливки, точность которых соответствует точности модели. Так, при использовании алюминиевых сплавов, бронзы, чугуна размеры можно выдержать с точностью от + 0,38 мм на размер 150-500 мм; расходы на механическую обработку снижаются на 20-25%. Припуски на механическую обработку назначаются в пределах 0,25-3 мм.
Наиболее важно, что этот способ позволяет получать отливки, точность которых соответствует точности модели. Так, при использовании алюминиевых сплавов, бронзы, чугуна размеры можно выдержать с точностью от + 0,38 мм на размер 150-500 мм; расходы на механическую обработку снижаются на 20-25%. Припуски на механическую обработку назначаются в пределах 0,25-3 мм.
Оболочковые формы используют в серийном и массовом производстве отливок мелких и средних размеров от 0,5 до 50 кг из черных и цветных металлов и их сплавов, детали автомобилей, тракторов, мотоциклов, тепловозов, судов и других изделий.
1.3 Литье в металлические формы (кокили)
Кокиль – древнее изобретение. Еще скифы отливали наконечники своих бронзовых стрел в металлические формы. Их преимущество перед песчаными, в первую очередь, долговечность. Так, в одном чугунном кокиле можно изготовить сотни тысяч мелких отливок из алюминия, цинковых или магниевых сплавов. Для самых крупных отливок из стали с ее химической агрессивностью и относительно высокой температурой эта цифра падает до 10-15 штук, что определяет предел экономической целесообразности способа.












