 2014-02-09
2014-02-09 933
933Абсолютно чистая поверхность - необходимое условие для заключительного нанесения водяной краски или порошка. Эта цель превосходно достигается дробеструйной обработкой и/или водохимической предварительной обработкой. Последнее слово техники - это железо-цинко-фосфорный способ. Особенно хочется здесь отметить новый способ NO-RINSE.
В зависимости от производительности и пространственной ситуации различают следующие типы установок:
· Желобковая моечная машина
· Моечная машина камерного типа
· Непрерывно-проходящая установка для предварительной обработки
Эти установки, конечно, могут поставляться с необходимой техникой для подготовки воды.
 Непрерывно-проходящая подготовительная установка Непрерывно-проходящая подготовительная установка
|  Непрерывно-проходящая подготовительная установка изнутри Непрерывно-проходящая подготовительная установка изнутри
| |
 Моечная машина камерного типа Моечная машина камерного типа
| 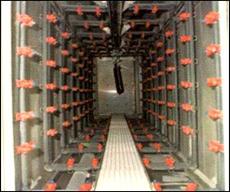 Моечная машина камерного типа изнутри Моечная машина камерного типа изнутри
|
2. Термостатический способ с использованием нагрева поверхности металла до 150 °С многопламенной ацетилено-кислородной горелкой, применяют для отделения окалины толщиной более 5 мм с последующим удалением окалины металлическими щетками.
3. Химический способ.
Химическое травление в растворах кислот, щелочей, солей, распылением или в ваннах, с последующей промывкой и просушкой листов применяют для удаления следов коррозии, окислов на листах небольших размеров из черных и цветных металлов. Для улучшения и ускорения процесса применяется ультразвук.
Составы и область применения наиболее распространенных моющих растворов и растворителей приведены в ГОСТ13168-69 «Консервация металлических изделий», ОСТ26-04-61-69 и ОСТ26-04-312-71 «Консервация оборудования, инструмента и запасных частей в отрасли криогенного, кислородного и автогенного машиностроения».
Процессу расконсервации должны предшествовать отбор материала по марке и размерам на цеховом складе и последующая транспортировка на рабочее место.
Работа, выполняемая на этой операции, должна обеспечивать следующее:
1. Наличие и сохранение маркировки завода-поставщика материала и соответствие ее сертификату. В маркировку входит: марка материала (для двухслойной стали – основного и коррозионного слоев); номер партии – плавки; номер листов (на листах при испытаниях).
В сертификате указывается режим термообработки, проведенной на заводе-поставщике. При отсутствии сертификата все необходимые испытания должны быть проведены на заводе-изготовителе согласно Правилам Госгортехнадзора.
Маркировка завода-поставщика должна быть поставлена на внешней (нерабочей) поверхности обечайки. На всех листах обечаек, составляющих изделие, должна быть маркировка, указывающая на порядковый номер и обозначение изделия. Место маркировки – в углу раскроенного листа, на расстоянии 300 мм от комок.
2. Отсутствие окалин, шлака, рисок, углублений, трещин, местных расслоений, разнотолщинности, превышающих минусовые предельные отклонения, предусмотренные соответствующим стандартом или техническими условиями.
3. Удаление консервационной смазки, затрудняющей обработку листа вследствие ухудшения условий труда. Удаление мест значительной коррозии.
4. Проверку неровности листов и принятие решения о необходимости правки.
5. Удаление остатков растворителей.








