2014-02-09
2014-02-09 1715
1715Правка на растяжных машинах
Кроме правки листов на роликовых листоправильных машинах, применяют правку растяжением на правильно-растяжных машинах. Растяжением правят полосы шириной до 200 мм, а также листы толщиной до 16 мм, имеющие серповидность и винтообразность. Правка растяжением позволяет получить точность формы листа в пределах 1-2 мм на 1 м, а при необходимости – до 0,15 мм на 1 м. Точность правки листов растяжением на машинах повышается при воздействии на поверхность листа ультразвуковых колебаний.
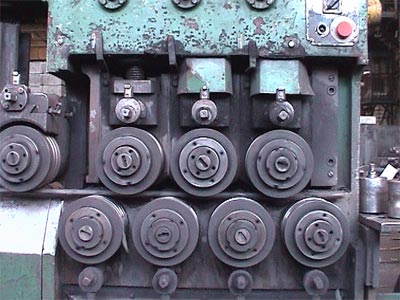
Правка сортового материала различных профилей (швеллер, уголок и т.п.) производится на сортоправильных вальцах, которые работают по тому же принципу, что и листоправильные машины. Конфигурация роликов в разрезе соответствует профилю подлежащего правке сортового проката.
Правку сортового материала можно также производить на гибочных прессах по следующей схеме (рис. 2.5).
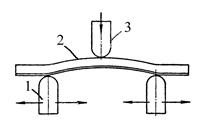
Рисунок 2.5 – Схема правки проката на прессах:
1 – подвижные опоры; 2 – сортовой прокат; 3 – давильник
Участок металла, подлежащий правке, помещается между двумя подвижными опорами и давильником. Выправление профиля происходит за счет усилий давильника. Для правки профиля применяют прессы с усилием до 500 т с помощью которых можно выпрямлять сортовой прокат сечением до 450 мм и длиной до 10 м.