 2014-02-09
2014-02-09 3580
3580

Дисковые ножницы применяют для резки листового материала по кривой, для снятия фасок, при подготовке к сварке, для обрезания заусенец у деталей, изготовленных из листа штамповкой, и для резки по прямой. Существует два типа ножниц: с горизонтальными осями и с наклонными осями (рис. 2.8 и 2.9).
Скорость резания колеблется от 0,05 до 0,12 м/с. Толщина разрезаемого листа до 16 мм. Но существуют и более мощные дисковые ножницы, разрезающие листы толщиной до 25 мм и даже до 40 мм. Они оборудованы следящим устройством, обеспечивающем вырезку деталей по контуру.
Усилие резания определяется по формуле
 , (2.4)
, (2.4)
где d – толщина разрезаемого материала, в мм; t – допускаемое касательное напряжение; a – угол захвата.
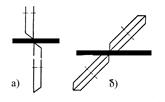 Рисунок 2.8 – Схема резки на дисковых ножницах: а) с горизонтальными осями; б) с наклонными осями Рисунок 2.8 – Схема резки на дисковых ножницах: а) с горизонтальными осями; б) с наклонными осями | 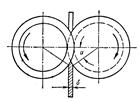 Рисунок 2.9 – Определение угла захвата a на дисковых ножницах Рисунок 2.9 – Определение угла захвата a на дисковых ножницах |
Комбинированные ножницы служат для резки сортового проката. Ножницы оборудованы специальными сменными ножами, которые соответствуют профилю проката. Усилие резания определяется по формуле, кг:
 , (2.5)
, (2.5)
где d – толщина разрезаемого материала в мм; t – допускаемое касательное напряжение; j – угол наклона верхнего ножа.
Вибрационные ножницы. Для прямолинейной и фасонной резки тонколистового материала (толщиной до 2,5 мм) применяют переносные вибрационные электроножницы с двумя короткими ножами (см. фото). Стационарными пневматическими ножницами можно резать лист толщиной до 6 мм.


Резка абразивными армированными кругами. Абразивные круги устанавливают на два типа машин: электрические и пневматические, которые могут быть переносными или стационарно установленными. Электрические машины могут обеспечивать скорость вращения до 12500 об/мин; мощность 1,6-2,5 кВт; напряжение 36 В и 220 В; вес до 8 кг.


Пневматические машины (7 типов) имеют прямую, угловую и торцовую компоновку, работают при давлении воздуха 0,6 и 0,5 МПа. Расход воздуха 2 – 2,5 м3/мин, число оборотов 3820 об/мин, вес от 4,5 до 7,5 кг.
Переносные машины целесообразно применять для резки при монтаже и нетранспортабельности изделий. Рекомендуемая резка за один проход на глубину до 3 мм. Производительность 5 пог.м шва в час. Круг диаметром 180 мм изнашивается после резки 10 пог.м шва. Резка материала толщиной более 20 мм не целесообразна, так как производительность резко падает в зависимости от толщины (в среднем на 5% на каждый мм толщины – до толщины 4 мм и на 10% – при толщине до 10 мм). Пруток диаметром 16 мм перерезается за 4 с., а труба диметром 18 мм и толщиной стенки 3 мм – за 7 с.






