 2014-02-09
2014-02-09 13228
13228Растачивание - вид обработки отверстий, ранее полученных каким-либо другим методом, расточными резцами. Растачиванием обрабатывают внутренние (цилиндрические, торцовые и резьбовые), наружные (торцовые и цилиндрические) поверхности вращения, а также плоские поверхности в различных заготовках. Самое широкое применение находит этот вид обработки при обработке отверстий в корпусных деталях.
Главным движением при растачивании является вращение инструмента. Движение подачи может совершать заготовка или инструмент. Формообразование поверхностей происходит по методу следа.
Основные типы расточных станков: координатно-расточные, горизонтально-расточные и алмазно-расточные. Координатно-расточные станки позволяют обрабатывать отверстия в различных заготовках с высокой точностью формы, размеров и взаимного расположения. По конструкции такие станки бывают одностоечные (рис.3.5) и двухстоечные.
Стол 1 координатно-расточного станка может перемещаться по направляющим салазок 2, а салазки в свою очередь по горизонтальным направляющим станины совершают соответственно продольное и поперечное установочные движения. Необходимое качество обработки достигается за счет координатной установки заготовок относительно инструмента, осуществляемой при помощи специальных оптических устройств с точностью до нескольких микрометров.
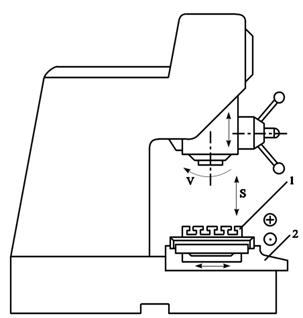
Рис.3.5. Общий вид координатно-расточного станка
Наибольшее распространение на машиностроительных предприятиях получили горизонтально-расточные станки (рис.3.6). Они используются в основном для обработки заготовок корпусных деталей.
На станине 1 горизонтально-расточного станка неподвижно закреплена передняя стойка 2, по вертикальным направляющим которой перемещается шпиндельная бабка 3 с планшайбой 4, радиальным суппортом 5 и шпинделем 6. На горизонтальных направляющих станины устанавливается в нужном положении и закрепляется задняя стойка 7 с опорным люнетом. По продольным направляющим станины перемещается стол 11, в поперечных направляющих которого перемещаются салазки 10 с поворотным столом 9 и установленной на нем заготовкой. Инструмент закрепляется в шпинделе или на планшайбе и вместе с ними совершает главное вращательное движение. Движение подачи могут совершать либо заготовка, либо инструмент. В первом случае заготовка перемещается в поперечном направлении вместе с салазками или в продольном - вместе со столом. При осевом перемещении суппорта, радиальном - радиального суппорта или вертикальном - шпиндельной бабки движение подачи вместе с ними совершает режущий инструмент.
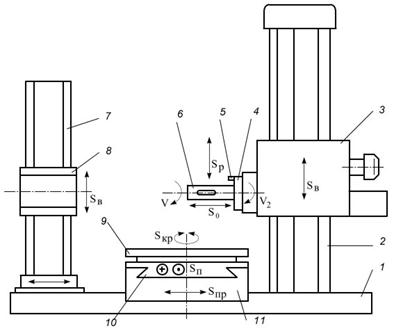
Рис.3.6. Общий вид горизонтально-расточного станка.
Координатно-расточные и горизонтально-расточные станки выпускают как с ручным, так и с программным управлением. На расточных станках с ЧПУ программируется и автоматически выполняется либо часть цикла обработки, например, установка инструмента по заданным координатам, фиксация перед обработкой подвижных частей станка; либо весь цикл происходит автоматически.
На алмазно-расточных станках (рис.3.7) обрабатывают с высокой точностью цилиндрические отверстия, а также торцовые поверхности в корпусных заготовках небольших габаритных размеров. Обработка ведется по автоматическому циклу. Эти станки применяют в крупносерийном и массовом производствах.
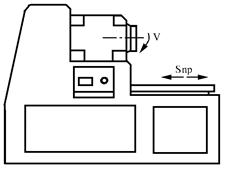
Рис.3.7. Общий вид алмазно-расточного станка.
В зависимости от вида обрабатываемых на расточных станках поверхностей применяют различные виды режущего инструмента: расточные резцы, фрезы, сверла, зенкеры, развертки, метчики. Наибольшее распространение получили различного типа расточные резцы: проходные, подрезные, канавочные, резьбовые. Конструктивно они могут быть выполнены в виде стержневых или пластинчатых резцов, резцовых головок или резцовых блоков. Вспомогательным инструментом для их закрепления служат специальные оправки одно- или двухопорные. Оправки закрепляют в шпинделе расточного станка.
Стержневые резцы устанавливают на консольной или двухопорной оправке; заданный диаметр обрабатываемого отверстия обеспечивается за счет регулирования вылета резца. Иногда для растачивания многоступенчатых отверстий на одной оправке закрепляют несколько стержневых резцов. В каждом конкретном случае расположение и способ крепления резца зависит от формы обрабатываемого отверстия.
Двухлезвийные пластинчатые резцы устанавливают в оправках, консольных или двух опорных; при этом используются различные по конструкции способы закрепления резцов, например, шарнирное или клиновое. В расточных блоках, которые представляют собой сборную конструкцию, режущим элементом являются резцы либо твердосплавные пластины, установленные в корпусе. В блоках предусмотрена возможность регулировки резцов в зависимости от размера обрабатываемого отверстия. Расточные блоки закрепляются на оправках.
Расточные головки – сборная конструкция с двумя стержневыми расточными резцами. Расточная головка в зависимости от формы и размеров обрабатываемых поверхностей может устанавливаться на оправке в любом положении по длине. Кроме отверстий, при помощи расточных головок обрабатывают еще и торцовые поверхности.
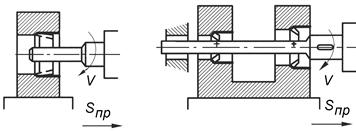
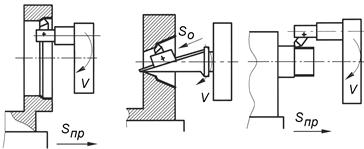
На рис.3.8 представлены некоторые схемы обработки цилиндрических и плоских поверхностей на расточных станках.
Растачивание коротких и близко расположенных к шпинделю цилиндрических поверхностей производят расточными проходными резцами, установленными на консольной оправке (рис.3.8,а). Одновременная обработка двух соосных отверстий большого диаметра расточными головками на двухопорной оправке происходит по схеме, показанной на рис.3.8,б. Можно также при работе по указанным схемам вместо продольной подачи иногда применять осевую подачу инструмента.
 |
| а б |
 |
| в г д |
 |
| е ж з |
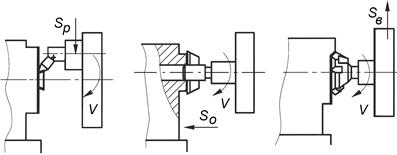
Рис.3.8. Схемы обработки поверхностей на расточных станках
Внутренние цилиндрические поверхности очень большого диаметра целесообразно обрабатывать расточным резцом, установленным на планшайбе станка в оправке (рис.3.8,в). Главное движение совершает инструмент, вращаясь вместе с планшайбой. Аналогичным образом обрабатывают и короткие наружные цилиндрические поверхности (рис.3.8,д).
Наружные торцовые поверхности, внутренние канавки и другие подобные элементы заготовок обрабатывают резцами соответствующих конструкций. Закрепленный в радиальном суппорте резец, вращаясь, перемещается с радиальной подачей (рис.3.8,ж). На расточных станках можно также фрезеровать вертикальные плоскости торцовой насадной фрезой (рис.3.8,з); фрезеровать пазы концевыми фрезами, причем, при вертикальном расположении паза подачу совершает инструмент, а при горизонтальном – заготовка. На горизонтально-расточном станке, оснащенном специальными приспособлениями и устройствами, можно также обрабатывать конические и фасонные поверхности; нарезать резьбы резьбовыми резцами и метчиками.

