 2014-02-09
2014-02-09 7174
7174Обработка на сверлильных станках, как правило, осуществляется при вращательном главном движении и поступательном движении подачи, которые осуществляет инструмент. Формообразование поверхностей при сверлении, зенкеровании, развертывании происходит по методу следов; при зенковании – по методу копирования; цековании, нарезании резьбы метчиком – по методу копирования и следа. В сверлильную группу станков входят вертикально-сверлильные, горизонтально-сверлильные и радиально-сверлильные типы станков; на их базе строятся станки с ЧПУ, выполнение ряда вспомогательных движений на которых автоматизировано.
Вертикально-сверлильные станки отличаются разнообразием типоразмеров, обладают широкой универсальностью и поэтому широко используются в единичном и мелкосерийном производствах во всех отраслях промышленности. Вертикально-сверлильные станки позволяют производить различные работы по обработке отверстий диаметром от 12 до 100 мм.
Вертикально-сверлильный станок (рис.3.2) имеет опорную плиту (1), на которой базируется массивная стойка (2) с вертикальными направляющими. На стойке установлена сверлильная головка (5) с коробкой скоростей и подач. Режущий инструмент закрепляется в шпинделе и получает главное вращательное движение и движение вертикальной подачи. На вертикальных направляющих колонны установлен стол (6) с заготовкой. Перед началом обработки стол с заготовкой и сверлильная головка со шпинделем и инструментом устанавливаются соответствующим образом так, чтобы оси инструмента и обрабатываемого отверстия совпадали.
Универсальные радиально-сверлильные станки применяют в индивидуальном и мелкосерийном производствах для обработки отверстий в крупногабаритных заготовках. Радиально-сверлильный станок (рис.3.3) имеет опорную плиту 1 и смонтированную на ней массивную неподвижную колонну 2, на которой установлена поворотная колонна 3.
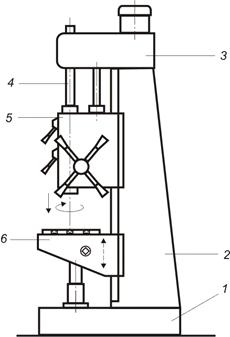 | 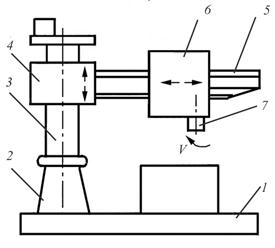 |
| Рис.3.2. Общий вид вертикально-сверлильного станка | Рис.3.3. Общий вид радиально-сверлильного станка |
Поворотная колонна играет роль направляющей для вертикального перемещения рукава 4 с горизонтальными направляющими 5. По этим горизонтальным направляющим перемещается и фиксируется в нужном положении сверлильная головка 6 с размещенной в ней коробкой скоростей и подач. Режущий инструмент закрепляется в шпинделе станка 7 и имеет главное вращательное движение и вертикальную подачу. Заготовка устанавливается в приспособление или непосредственно на фундаментную плиту и при обработке она неподвижна. Перед началом работы необходимо обеспечить совмещение осей обрабатываемого отверстия с осью шпинделя и зафиксировать его.
Горизонтально-сверлильные станки в основном применяются для обработки глубоких отверстий сверлами специальной конструкции. Горизонтально-сверлильные станки конструктивно имеют много общего со сверлильными станками, рассмотренными выше.
Все вышеуказанные типы оборудования хорошо поддаются автоматизации; существует целый ряд одно- и многошпиндельных автоматов и полуавтоматов, созданных на базе радиально-сверлильных и вертикально-сверлильных станков. Например, на вертикально-сверлильных и радиально-сверлильных станках с ЧПУ путем переналадки можно производить различные виды работ по автоматическому циклу на деталях различных по конструкции. Такие станки с автоматическим и полуавтоматическим циклом работы благодаря своей высокой производительности успешно применяют для обработки отверстий в крупносерийном и массовом производствах.
Для обработки заготовок, имеющих несколько отверстий с точными координатами осей, успешно используются сверлильные станки с позиционным ЧПУ. Все перемещения стола станка и салазок на каждой позиции осуществляются по программе, что обеспечивает стабильную точность установки заготовки относительно инструмента без предварительной разметки отверстий и без применения кондукторов. Быстрый подвод инструмента и все необходимые изменения режима резания производятся автоматически по программе. За счет автоматического совмещения вспомогательных движений сокращается расход времени на холостые хода, что повышает производительность обработки.
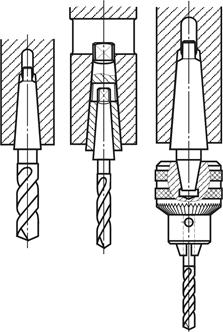
Режущие инструменты закрепляют в шпинделе сверлильных станков различными способами в зависимости от формы и размера хвостовой части инструмента (рис.3.4).
а б в
Рис.3.4. Способы крепления инструментов на сверлильных станках
Так, если размеры конического хвостовика инструмента и конического отверстия шпинделя станка совпадают, то инструмент устанавливают непосредственно в шпиндель без дополнительных элементов (рис.3.29,а); при несовпадении размеров применяют конические переходные втулки (рис.3.29,б). Инструменты, имеющие цилиндрический хвостовик, закрепляют в патронах различной конструкции. Наибольшее распространение приобрели кулачковые и цанговые патроны (рис.3.4,в).
На сверлильных станках заготовки устанавливают в универсальных или специальных приспособлениях. Универсальные приспособления (машинные тиски, прижимные планки, призмы, поворотные столы) используют в единичном или мелкосерийном производствах при обработке небольших партий заготовок. В крупносерийном и массовом производствах применяют специальные приспособления.

