 2014-02-09
2014-02-09 3304
3304Копировально-фрезерные станки используются в индивидуальном и мелкосерийном производствах и предназначены для получения деталей со сложными фасонными поверхностями, образованными при движении прямолинейной образующей по криволинейной замкнутой направляющей, а также для обработки объемных фасонных поверхностей. Примерами деталей, имеющих подобные поверхности, могут служить штампы и пресс-формы.
Для получения фасонных поверхностей такого вида заготовка и инструмент должны совершать сложное относительное движение. Такое движение можно получить на копировально-фрезерных станках и станках с программным управлением.
На столе станка обычно монтируют стойку для закрепления заготовки и стойку для установки копира. Стол имеет возможность двигаться по направляющим станины. На станине справа находится вертикальная стойка, имеющая вертикальные направляющие. По этим направляющим «ходит» поперечина. Шпиндельная бабка и жестко соединенная с ней копировальная головка могут перемещаться по горизонтальным направляющим поперечины.
Копир изготавливается идентичным обрабатываемой детали; его размеры должны соответствовать размерам готовой детали, а профиль должен быть ответным профилю, заданному на конструкторском чертеже обрабатываемой детали. По контуру копира перемещается щуп, радиус закругления которого и радиус закругления концевой фрезы, производящей обработку, должны быть равны.
Заданный контур обрабатываемой поверхности согласно схеме, представленной на рис.4.7, будет получен в результате сложения двух взаимно-перпендикулярных движений шпиндельной бабки. В пределах заданного участка профиля шпиндельная бабка имеет вертикальную подачу постоянную по направлению и по величине. Величина горизонтальной подачи зависит от командных импульсов, получаемых от копировальной головки. Таким образом, производят контурное фрезерование фасонных поверхностей.
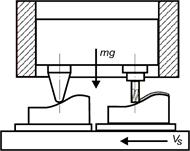
Рис.4.7. Схема обработки фасонных поверхностей
на копировально-фрезерном станке
Обработку пространственных фасонных поверхностей осуществляют параллельными рабочими ходами. Отдельный рабочий ход – контурное фрезерование; в конце каждого рабочего хода должно производиться смещение фрезы относительно заготовки на величину заданного шага, и затем выполняется следующий рабочий ход.
Более высокая точность обработки заготовок с линейчатыми и пространственными фасонными поверхностями достигается при обработке на фрезерных станках с ЧПУ. В этих станках относительные перемещения заготовки и инструмента задаются определенной программой. При этом отпадает необходимость изготовления и хранения многочисленных копиров, а сам процесс обработки становится более производительным при меньших затратах.

