 2014-02-09
2014-02-09 2296
2296Хонингование применяют для получения отверстий высокой точности и малой шероховатости, а также для создания специфического микропрофиля обработанной поверхности в виде сетки. Такой профиль необходим для удержания на стенках отверстия смазки при работе машины (например, двигателя внутреннего сгорания). Чаще обрабатывают сквозные и реже ступенчатые отверстия, как правило, неподвижно закрепленных заготовок.
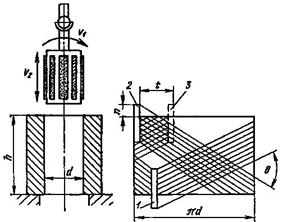
Поверхность заготовки обрабатывают мелкозернистыми абразивными брусками, которые закрепляют в хонинговальной головке (хоне), являющейся режущим инструментом. Инструмент вращается и одновременно движется возвратно-поступательно вдоль оси обрабатываемого цилиндрического отверстия высотой h (рис.7.11, а). Соотношение скоростей V1 и V2 указанных движений составляет 1,5...10 и определяет условия резания. Скорость для стали составляет 45...60 м/мин, а для чугуна и бронзы - 60...75 м/мин.
а б
Рис.7.11. Схема хонингования отверстий
Хонингование отверстий по сравнению с внутренним шлифованием имеет ряд преимуществ: отсутствует упругий отжим инструмента, реже наблюдаются вибрации, более плавная работа.
Сочетание движений V1 и V2 приводит к тому, что на обрабатываемой поверхности появляется сетка микроскопических винтовых царапин - следов перемещения абразивных зерен. Угол  пересечения этих следов зависит от соотношения скоростей. На рис.7.11, б дана развертка внутренней цилиндрической поверхности заготовки и схема образования сетки.
пересечения этих следов зависит от соотношения скоростей. На рис.7.11, б дана развертка внутренней цилиндрической поверхности заготовки и схема образования сетки.
Крайние нижнее 1 и верхнее 2 положения абразивных брусков устанавливают так, чтобы у инструмента создавался перебег n. Он необходим для того, чтобы образующие отверстия получались прямолинейными, и оно имело бы правильную геометрическую форму. Совершая вращательное движение, абразивные бруски при каждом двойном ходе начинают резание с нового положения 3, смещенного по углу на величину t относительно предыдущего. Поэтому исключается наложение траекторий абразивных зерен.
Хонингованием исправляются такие погрешности предыдущей обработки, как овальность, конусообразность, нецилиндричность и другие, если общая величина снимаемого слоя не превышает 0,01...0,2 мм. Погрешности же расположения оси отверстия (например, увод ее или криволинейность) этим методом не исправляются, так как режущий инструмент самоустанавливается по отверстию. Это достигается шарнирным закреплением инструмента в шпинделе, которое может передать только вращательное движение.
Хонинговальные бруски изготовляют из электрокорунда или карбида кремния, как правило, на керамической связке. Для чистового хонингования хорошие результаты дают бруски на бакелитовой связке.
Число брусков в хонинговальной головке должно быть кратно трем. Поэтому в головке всегда найдутся три бруска, которые будут обрабатывать реальную поверхность отверстия, имеющего погрешности формы от предыдущей обработки, и превращать ее в поверхность, близкую к круговому цилиндру.
Для хонингования используют одно- и многошпиндельные станки. Некоторые станки оснащают устройствами, позволяющими измерять на ходу обрабатываемое отверстие и выключать станки по достижении необходимого размера отверстия.








