 2014-02-09
2014-02-09 2049
2049ЛЕКЦИЯ 14. СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ПРОИЗВОДСТВ
Техническая характеристика станка ШлДБ-4
Наибольшая высота шлифования, мм:
бобиной..............……………………..…………..200
диском...............…………………………………450
Диаметр, мм:
диска...............…………………………….……..750
бобины........…………………………………….90 и 120
Окружная скорость, м/с:
диаметр боблны 120 мм........……………………26,6
диаметр диска 750 мм........………………………38
Размеры стола, мм:
к диску..............…………………………..……880 х 450
к бобине...............………………………….….650 х 650
Число колебаний бобины в секунду......……………….2,32
Мощность электродвигателей, кВт.......……………….7
Габаритные размеры, мм:
длина …………………………………….................1680
ширина …...........……………………………………1662
высота..........………………………………………..1400
Масса, кг................………………………………………1100
Выбор режима работы. Выбирают режим работы, руководствуясь теми же положениями, которые изложены для определения режима работы ленточных шлифовальных станков. Усилие шлифования Р рассчитывают по уравнению
P=kQ.
где К— коэффициент трения шкурки о материал (равен 0,03);
Q — усилие нажима детали на ленту, Н.
Усилие ручного прижима шлифуемой детали к ленте примерно равно 100... 150 Н.
Настройка станков. Настройка станков с дисками и бобиной сводится к установке столов под нужным углом к плоскости диска и к оси шлифовального цилиндра. Установка столов 'под углом, 'отличным от прямого, необходима при шлифовании заготовок и узлов, имеющих плоскости, образующие между собой непрямой угол.
Настраивать столы можно по эталонным образцам. Положив образец пластью на стол и освободив фиксатор стола, поворачивают его до тех пор, пока подлежащая шлифованию плоскость заготовки или узла не будет параллельна плоскости диска или бобины. После этого фиксатором закрепляют столы.
Работа на станках. На станке ШлДБ-4 могут работать одновременно трое рабочих: двое шлифуют детали на дисках, третий – на бобине.
При шлифовании на диске деталь кладут настол и вручную прижимают к вращающемуся диску шлифуемой плоскостью. Продолжительность шлифования устанавливают опытным путем, обработав 3 – 4 заготовки.
При шлифовании бобиной деталь перемещают вручную, приводя в соприкосновение со шкуркой все новые ее участки и одновременно наблюдая за качеством шлифования.
Для обработки деталей с замкнутым внутренним контуром приемник для шлифовальной пыли снимают и деталь кладут на стол так, чтобы она охватывала цилиндр. Шлифуют деталь, поворачивая ее вокруг цилиндра.
Оборудование для подготовки сырья к переработке. На современном лесопильном производстве поставляемые хлысты или бревна перерабатываются на пиломатериалы (доски, брусья, заготовки) и технологическую щепу. Технологический процесс лесопильного производства включает следующие основные операции: раскрой хлыстов; сортировку и складирование бревен; гидротермическую обработку и окаривание бревен; продольное распиливание пиломатериалов; сушку пиломатериалов; сортирование и поперечный раскрой пиломатериалов; фрезерную обработку пиломатериалов; упаковку пиломатериалов; переработку кусковых отходов производства в технологическую щепу.
Подготовка сырья к обработке включает операции раскроя листов, сортирования и окаривания бревен.
Поперечное распиливание хлыстов и бревен производится на балансирных однопильных торцовочных станках с полуавтоматическим циклом работы и в автоматических многопильных торцовочных установках.
В однопильном торцовочном станке (рис. 131, а) базирование хлыста 1 производится по двум направляющим седлообразных роликов 3, используемых также для его перемещения. Пильный вал с пилой 4 диаметром 1000... 1500 мм смонтирован на качающейся раме 5 в верхней части станины. Хлыст вначале прижимается к роликам 3 прижимом, а затем распиливается опускающейся с помощью гидроцилиндра пилой. После подъема пилы и прижима бревно сбрасывается с конвейера, а хлыст перемещается в продольном направлении. Число двойных ходов пилы — 15... 25 в минуту.
Когда торец хлыста нажимает на упор 2, срабатывает конечный 1 выключатель — и цикл работы станка повторяется. Управление станком — дистанционное с пульта. Дистанционно управляемые выдвижные упоры определяют длину отпиливаемой части. Привод роликов конвейера — электромеханический, всех цикловых движений — гидравлический. Мощность станков 10... 20 кВт.
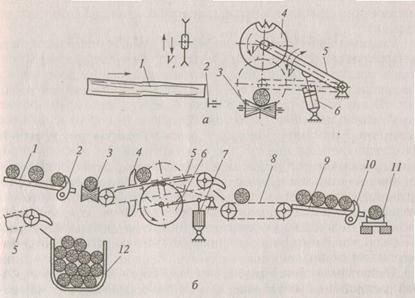
Рис. 131. Схемы оборудования для раскроя хлыстов:
а — однопильный торцовочныйстанок; б — многопильные линии
Существует два основных вида многопильных линий — слешеры и триммеры. Пильные валы в слешерах закреплены в неподвижных опорах, в триммерах—в опорах с возможностью вертикального перемещения, что позволяет вводить в работу по
команде оператора или устройства автоматического управления только те пилы, которые необходимы для оптимального раскроя. В тех и других хлыст движется в поперечном направлении на пилы с помощью крюков цепного конвейера, расположенного с углом подъема 10... 15°. Это обеспечивает лучшую фиксацию хлыстов у подающих упоров, предотвращает перекосы и самопроизвольное накатывание хлыстов на пилы. Применение слешеров рационально только в случае необходимости раскроя хлыстов на бревна одной заданной длины. В остальных случаях целесообразно использовать триммеры, позволяющие производить индивидуальный раскрой хлыстов.
Схема триммера приведена на рис. 131. Хлысты с накопителя 1 поштучно выдаются с помощью отсекателя 2 на роликовый конвейер 3, который перемещает их в продольном направлениидоупора, определяющего положение хлыста в соответствии с принимаемой схемой раскроя. Крюки 4 поперечного конвейера 5 снимают очередной хлыст с конвейера 3 и подают к пилам 6. Подъем пил производится с помощью индивидуальных гидроприводов 7. Отпиленные отрезки поступают на конвейер 8 и далее в накопитель 9 откуда отсекателем 10 поштучно выдаются на продольный конвейер 11 участка сортирования бревен. При необходимости бревна могут непосредственно с конвейера 5 поступать в бункер 12.
Оценка размеров и качества древесины хлыста и выбор программы его раскроя на современных триммерах производятся автоматически.








