 2014-02-09
2014-02-09 2931
2931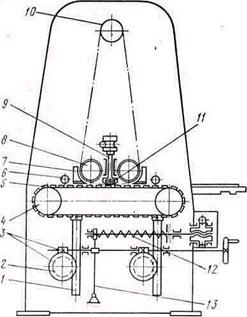 |
Широколейточные шлифовальные станки 'предназначены для шлифования поверхностей щитов. Основным в этой группе станков является станок ШлК8 (рис. 123) со-шлифовальной лентой, натянутой на два нижних приводных ролика 8 и верхний холостой ролик 10. Оси роликов параллельны между собой и расположены в виде треугольника. Холостой ролик служит не только для натяжения шлифовальной ленты, но и сообщает ей осциллирующее движение в процессе шлифования. Между приводными роликами помещен утюжок //, представляющий собой резиновую камеру, закрепленную на стержне 9, скользящую в направляющих. Полость камеры соединена с напорной линией. Изменяют давление в камере, настраивая редукционный клапан. Ролик 10 подпружинен и для передачи ленте осциллирующего движение снабжен пнсвмо-гидравлическим приводом также с автоматическим управлением.Система автоматического управления пневмо-
Рис. 123. Схема шлифовального
станка ШлК8
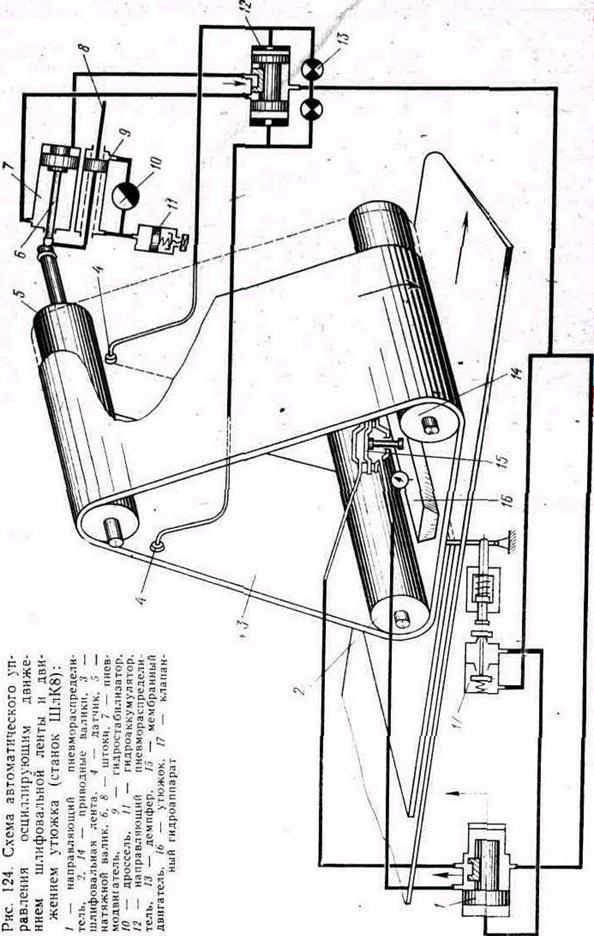
двигателем механизма осцилляции включает два пневматических датчика 4 направляющего пневмораспределителя 12 (рис. 124), размеренных у кромок шлифовальной ленты 3, и пневмодвигатель 7.с гидравлическим стабилизатором 9.
Если лента 3 смещается, например, влево, то датчик, расположенный с правой ее стороны, свободно выпускает воздух: в правой части пневмораспределителя падает давление, и он, перемещаясь вправо, соединяет напорную линию с левой полостью цилиндра пневмодвигателя, а правую – с выхлопной линией. В результате этого поршни движутся вправо, перемещая ось натяжного валика 5. С изменением расположения его оси относительно осей приводных валиков 2 и 14 шлифовальная лента смещается вправо, перекрывая, правый и освобождая левый датчик. По мере выхода рабочего газа из левого датчика давление в левой (торцовой) полости пневмораспределителя падает и он перемещается влево, переключая цилиндр пневмодвигателя на обратный ход.
Плавное перемещение оси валика 5 обеспечивается гидростабилизатором 9, шток которого соединен со штоком 6. При движении поршня цилиндра пневмодвигателя 7 движется и поршень стабилизатора. Плавность его движения обеспечивается жидкостью, которой наполнен цилиндр гидростабилизатора. Количество этой жидкости пополняется аккумулятором //. Скорость движения _ поршня стабилизатора устанавливается дросселем 10. Демпферы 13 (устройства для регулирования расхода рабочего газа) ограничивают поступление воздуха в пневматические датчики, поддерживая требуемое давление в системе, и обеспечивают четкую работу направляющего пневмораспределителя 12.
Подают щиты гусеничным конвейером 5 (см. рис. 123), выполненным из резиновых планок в виде ленты, надетой на две цепи, приводимых звездочками 4 от электродвигателя через электромагнитную муфту скольжения. Узел механизма подачи вместе с конвейером опирается на рейки, находящиеся в зацеплении с шестернями 2, закрепленными на валах вместе с червячными шестернями червячных пар 3. Червячные пары 3, действуя как реечные механизмы, поднимают механизм подачи, прижимающий шлифуемые поверхности щитов к неподвижным губкам 7 и опорным роликам 6.
Во избежание прошлифовывания кромок щитов утюжок 16 (см. рис. 124) снабжен для перемещения по вертикали механизмом с автоматическим управлением. Когда передняя кромка шлифуемого щита окажется под утюжком, она отклонит рычаг клапанного гидроаппарата 17, перекрывающего поступление рабочего газа в пневмораспределитель. При этом пневмораспреде.литель 1 подсоединит к напорной магистрали верхнюю полость мембранного двигателя 15, утюжок опустится и прижмет шлифовальную ленту к шлифовальной кромке щита. Когда под утюжком нет щита, рычаг клапанного гидроаппарата 17 занимает прежнее положение, сжатый воздух не поступает в полость пневмораспределителя 1, двигатель 15 отключается и утюжок поднимается вверх.
Станок закрыт кожухом с патрубком в верхней части для присоединения к эксгаустерной системе.
Технические характеристики ленточных шлифовальных станков приведены в табл. 22.
Таблица 22. Технические характеристики ленточных шлифовальных станков
| Показатели | ШлНС-2 | ШлПС-5 | ШлПС-7 | ШлПС-9 | ШлНСВ. | 1ШК8 |
| Ширина, мм: | ||||||
| шлифовальной ленты | ||||||
| заготовки | До 360 | 850 "• | ||||
| Скорость: | ||||||
| резания, м/с | ||||||
| подачи, м/мин | — | — | — | 8; 12; | 6...24 | |
| Размеры стола, мм: | ||||||
| длина | — | — | ||||
| ширина | — | — | — | |||
| Мощность электро | 3,0 | 4,8 | 23,0 | 5,2 | 11,5 | |
| двигателей, кВт | ||||||
| Габаритные размеры, мм: | ||||||
| длина | 1665, | |||||
| ширина | ||||||
| высота | ||||||
| Масса, кг |
Выбор режима работы. Работу широколенточного шлифовального станка определяют следующие параметры: зернистость шкурки, скорость подачи и давление в камере утюжка.
Зернистость шкурки определяют подобно приведенному ранее.
Давление в камере утюжка должно быть в пределах 0,1... 0,3 МПа. Меньшие значения берут при шлифовании новой шкуркой, по мере ее износа давление повышают, а скорость подачи уменьшают.
Скорость подачи выбирают в зависимости от загрузки основного электродвигателя. Для станка ШлК8 она не должна превышать 20 А.
Настройка станка. Натянув шлифовальную ленту, на опущенный стол укладывают заготовку (щит) и стол вращением маховичка поднимают до момента касания верхней поверхности заготовки опорных роликов 6 (см. рис. 123). Это касание поддерживают в процессе шлифования, поднимая стол или регулируя усилие пружины 12.
Работа на станке. В станке предусмотрена блокировка пусковой аппаратуры, так что при отсутствии давления воздуха в магистрали пуск станка невозможен. Исправность блокировки следует периодически проверять. Нарушение блокировки может повлечь обрыв шлифовальной ленты. Пускают станок только после того, как он «наберет» необходимую частоту вращения, включают привод подачи и начинают шлифование.
Станочник подает щиты (заготовки) на стол, второй рабочий принимает их и укладывает в стопы или передает станочнику для повторного шлифования. Станочник следит за загрузкой основного двигателя, добивается его нормальной загрузки, снижая скорость подачи или давление в камере, утюжка.

