 2014-02-09
2014-02-09 8753
8753Удельный вес кровельных работ в общем комплексе городского cстроительства составляет по трудоемкости около 14%. Основными видами кровельных покрытий в настоящее время являются рулонные и безрулонные (мастичные) кровли.
Технологический цикл устройства рулонной кровли включает подготовку основания, очистку рулонных материалов от минеральной посыпки, подъем доставленной на объект мастики на крышу, наклейку рулонных материалов и их прикатку.
Подготовка основания заключается в удалении с него пыли, воды, наледи и снега, а также сушки основания. Пыль удаляют пылесосами и передвижными компрессорами, а воду -передвижными вакуум-насосами и переносными насосами. Для сушки основания, а также для таяния наледи и снега используют передвижные огневые установки с керосиновыми горелками и трубами для направления потока горячих газов; передвижные воздухоподогреватели для сушки больших площадей с одной или двумя горелками, центробежным вентилятором и диффузором для смешивания горячей газовой смеси с холодным воздухом; воздуходувки с электрическими нагревательными элементами; передвижные установки с вентилятором для сушки оснований совместным действием инфракрасного излучения раскаленного поддона, горячих газов и конвекционного обмена. Очищают рулонные материалы от минеральной посыпки перед укладкой и наклейкой на основание протяжкой полотнища между валками, смачивающими его растворителем, и механической очисткой полотнищ одной или двумя вращающимися круглыми капроновыми щетками.
Для перекачивания битумных мастик с пылевидными, волокнистыми и комбинированными наполнителями и приклейки на кровле рулонных материалов применяют смонтированные на прицепе агрегаты, состоящие из термоса с электронагревателем, смесителя и насосной
станции с мастикопроводами. Температурный режим контролируется и поддерживается автоматически. Агрегат обеспечивает подачу б м3/ч на кровлю мастики на высоту до 50 м при давлении 1,5 МПа. Для выполнения массовых кровельных работ битум доставляют на объект автогудронаторами, оборудованными горелками для подогрева мастики и насосом для наполнения цистерны, перемешивания и выдачи мастики. Горячую мастику из гудронатора подают на крышу, где ее направляют на поверхности наклейки рулонных материалов, или сливают в котлы-термосы, из которых ее перекачивают шестеренными насосами по трубопроводу к месту производства работ. Для приготовления битумных мастик непосредственно на объекте и подачи ее к месту производства работ применяют битумоварочные котлы (рис. 12.2) Оборудование, состоящее из бака 7 с крышкой 4, жаровой системы 2, системы подачи 6 и шестеренного насоса 1 с приводом от
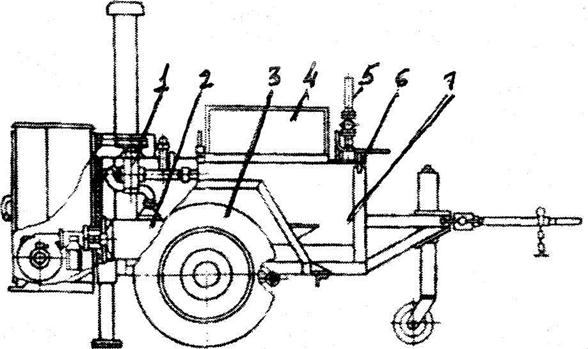
Рис. 12.24.Битумоварочный котёл.
электродвигателя монтируют на одноосном прицепе 5. Битумоварочные котлы являются объектами повышенной пожароопасности, из-за чего их комплектуют противопожарными средствами, а при работе неукоснительно соблюдают требования пожарной безопасности, общие и предписанные инструкцией по эксплуатации оборудования. Загруженный в бак битум (не более 3/4 объема бака) расплавляют передачей тепла через стенки жаровой системы, топочная камера которой работает на дизельном топливе. Во избежание обильного ценообразования при варке битума наполнитель должен быть сухим.
Мастику подают на крышу по мастикопроводу 5 на высоту до 50м при давлении 1,5 МПа. Производительность битумных котлов составляет около 5 м3/ч.
При устройстве кровель из рубероида с наплавленным в заводских условиях слоем мастики после раскатки рулонов на крыше их разогревают горелками до температуры 140... 160 и прикатывают специальными устройствами на обрезиненных колесах. Для устройства безрулонных кровель из мастичных материалов на полимерной основе применяют передвижные станции, посредством которых мастичные материалы разгружают, разжижают, подают к месту производства работ и наносят на поверхность распиливанием. Производительность станции составляет до 800м2/ч, дальность подачи по вертикали до 50 м, по горизонтали — до 80 м.
В зимних условиях рулонные ковры, кроме верхнего слоя, наклеивают, как правило, на холодных мастиках. Верхний слой наклеивают в теплое время года после предварительного освидетельствования. При подаче мастик насосом 7 по трубопроводу 1 его обязательно утепляют. Подогревают мастики в котлах-термосах. Максимальная температура мастик 180рС. При нанесении температура горячей мастики должна быть 160°С, а холодной 70°С.
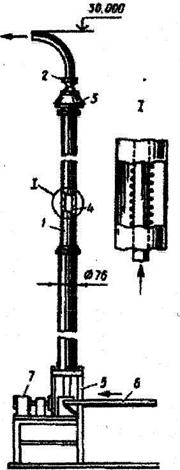
Рис. 12.25 Установка для подачи горячих мастик на покрытие:
1 - трубопровод; 2 -хомут; 3 - флюгарка; 4 - внутренняя труба;
5 -рама; 6 - труба для подачи мастики из термоса; 7 - насос.
Для работы зимой рекомендуется использовать установки СО-212, СО-195А, СО-222А, а также вспомогательное оборудование.
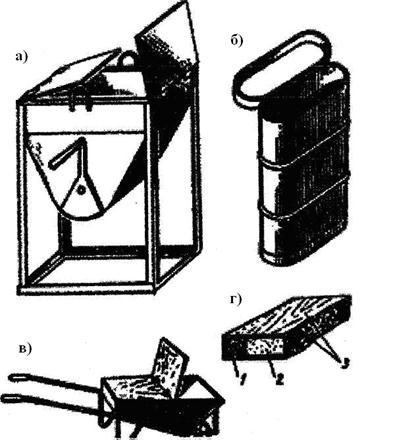
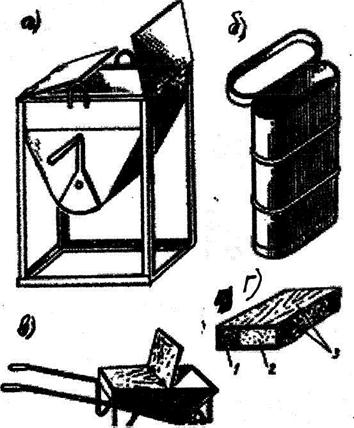
Рис. 12.26 Утепленная тара для доставки материалов:
а - утепленный бункер для асфальтобетона; б - утепленный ящик для двух рулонов рубероида; в - утепленная тачка для асфальтобетона; г - крышка для тачки и бункера; 1 - рама из бруса 30 X 40мм; 2 - шлаковата; 3 -фанера.
Электрическая кровельная машина инфрокрасного излучения (Рис.12.27). Предназначена для безогневого наклеивания наплавляемых рулонных битумных и битумно-полимерных кровельных и гидроизоляционных материалов. Профессиональная электрическая кровельная машина инфракрасного излучения позволяет значительно увеличить качество и срок службы кровельного ковра расходуя при этом экономически более выгодной электроэнергии вместо горелочных устройств, использующих горючий газ или жидкое топливо. Технология низкотемпературного наплавления кровельного материала сохраняет его свойства, в отличии от
применяемых газовых и жидкотошшвных устройств. Применяя данную технологию укладки кровельного материала значительно увеличивается производительность труда и можно проводить кровельные работы в зимнее время без снижения качества кровли! Обеспечивается также и высокая пожаробезопасность и экологичность производимых работ. Эффективность:
• Срок службы плоской рулонной кровли по сравнению с традиционными технологиями возрастает в 2-3 раза.
• Производительность работ возрастает на 10-15%.
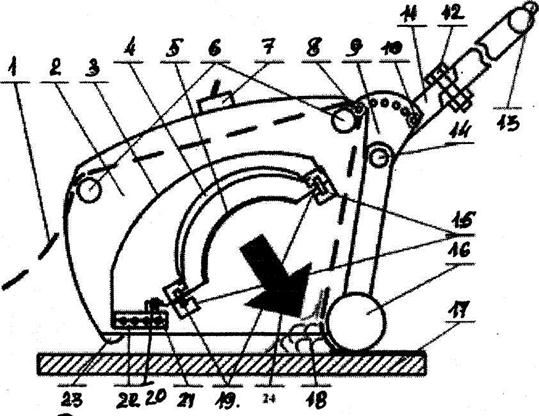
Рис. 12.27Электрическая кровельная машина инфрокрасного излучения:
1 - наклеиваемый материал; 2 - боковые стенки корпуса машины;
3 - крышка корпуса; 4 - блок отрожателей; 5 - излучатель;
6 -направляющий вал; 7 - дополнительный выключатель;
8 - болт крепления регулировочного сектора к корпусу и изменения фокуса излучения; 9 - сектор изменения высоты руля; 10 - болт регулировки положения руля; 11 - Руль управления рабочим положением; 12 - болт стыковки руля;
13 - кнопка включения машины; 14 - неподвижная ось сектора;
15 - балочки крепления изоляоров облучателей; 16 - опорно-прикаточный вал;
17 - основание под наклееваемый материал; 18 -валик битумной мастики образующийся в процессе наклейки материала; 19 - изоляторы излучателей;
20 - электрический контакт облучателей; 21 - блок электрических шин;
22 - предохранительный ролик; 23 -инфрокраеное излучение.

