 2014-02-10
2014-02-10 2406
2406Трудоемкость контроля состоит в отыскании прилегающих поверхностей или поверхности. Учитывая это, конструктор должен назначать допуски формы лишь в технически обоснованных случаях.
Существующие методы контроля можно разделить на две группы:
- точные методы, при которых геометрически правильно реализуется определение того или иного отклонения формы;
- приближенные методы, при которых правильная трактовка отклонения формы нарушается.
Большинство используемых методов – приближенные
Контроль отклонений формы и расположения поверхностей в большинстве случаев производится как обычными универсальными средствами измерения, так и с использованием измерительных призм, центров и поверочных плит в качестве базы измерения.
Например, овальность шейки вала может быть определена измерением диаметра с помощью микрометра в двух взаимно перпендикулярных плоскостях, а огранка с нечетным числом граней определяется с помощью индикатора со стойкой, при этом деталь помещается в призму (рис. 63). Разность показаний индикатора будет равна удвоенному значению огранки.
Конусообразность, бочкообразность, седлообразность определяют измерением диаметров детали в нескольких сечениях, а изогнутость с помощью индикатора со стойкой, при этом деталь устанавливают в центрах или на призмах и проворачивают вручную (рис. 64). Таким образом дифференцированно находят отклонения от цилиндрической формы. Прибора, определяющего комплексный показатель – отклонение от цилиндричности, пока не существует.
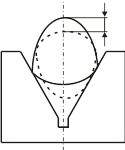
Рисунок 63 - Схема измерения огранки
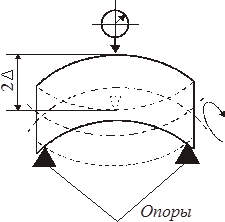
Рисунок 64 - Схема контроля изогнутости
Контроль отклонения плоских поверхностей
Отклонения плоских поверхностей контролируют с помощью поверочных линеек и плит. Обычно отклонение от плоскостности проверяют методом «на краску». Количественной оценкой плоскостности служит число пятен на единицу площади (как правило квадрат 25 × 25 мм).

