2014-02-09
2014-02-09 905
905Основана на способности металлов подвергаться пластической деформации.
Различают:
1) Холодную обработку – в результате повышается прочность и твердость, а пластичность металла снижается (наклеп). Для устранения наклёпа стальные детали нагревают до 200 – 300 0С (возврат металла).
2) Горячую обработку (при температуре ~ 450 0С - для стали). Она улучшает структуру и свойства металла: выравнивается химический состав, завариваются дефекты, металл уплотняется и приобретает волокнистую структуру. Однако высокий нагрев может привести к перегреву (даёт крупнозернистую структуру, устраняемую отжигом) и пережогу деталей (неисправимый брак).
Основные виды обработки давлением:
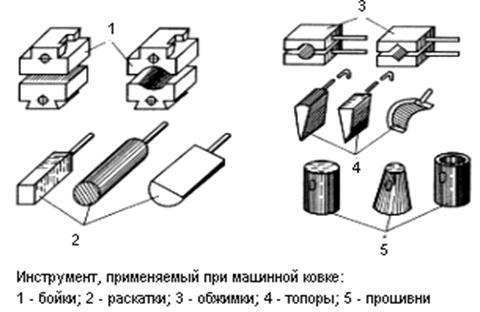
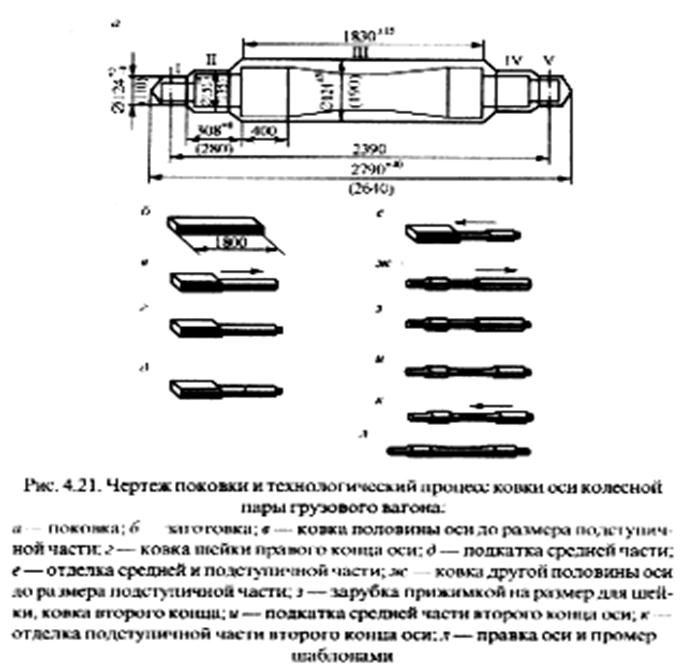
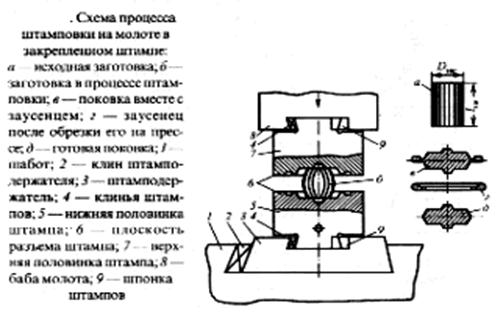
1) Ковка – деформация металла в пластичном состоянии, ударами молота или давлением пресса. Изделия называют поковками.


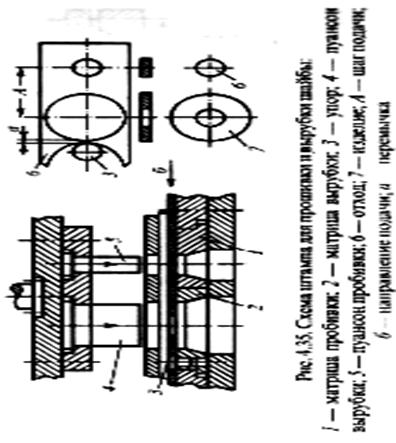
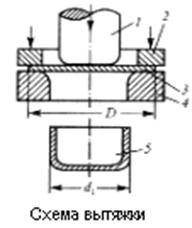
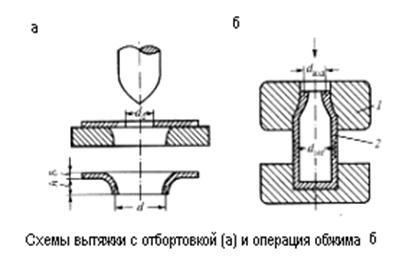
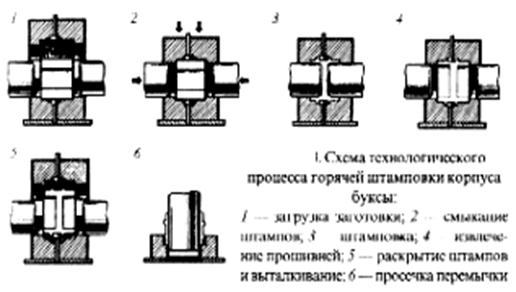
2) Штамповка – деформация ограниченная конфигурацией штампа. Различают штамповку горячую и холодную, объёмную и листовую.
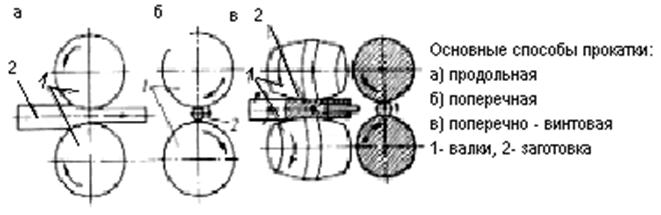
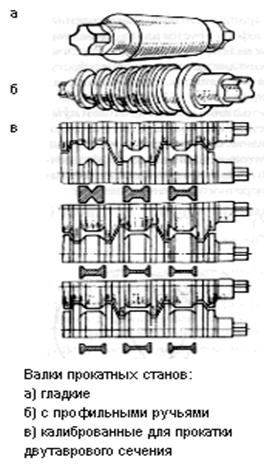
3) Прокатка – обработка путём обжатия заготовки между вращающимися валками.
Прокат делят на:
а) полуфабрикаты: блюмы – бруски металла сечением от 150×150 до 450×450 мм и слябы – пластины толщиной от 125 до 225 мм. Вес 5…15 т;
б) листовой прокат толщиной 0,2…4 мм – тонколистовой, 4…60 мм – толстолистовой;
в) трубы сварные и бесшовные;
г) периодический прокат – заготовки или арматура;
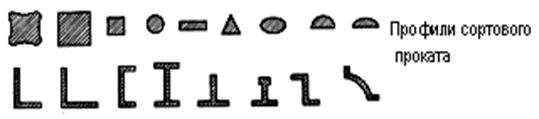
д) стандартные прокатные профили – двутавры, уголки, рельс, швеллер и др.;
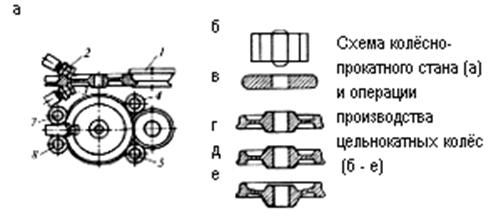
е) специальные виды проката – бандажи и колёсные центры, шестерни и др.
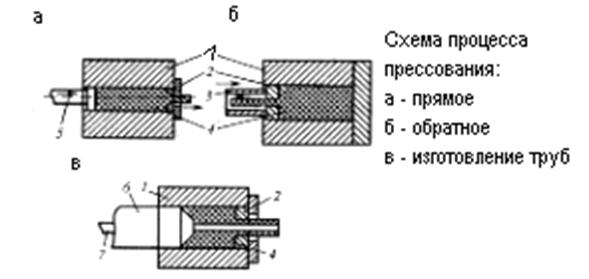
4) Прессование – процесс продавливания исходного материала в пластичном состоянии через отверстие в матрице.
Выполняют при помощи прессов. Изделия: прутки, трубы, фигурные детали, чаще из сплавов цветных металлов.
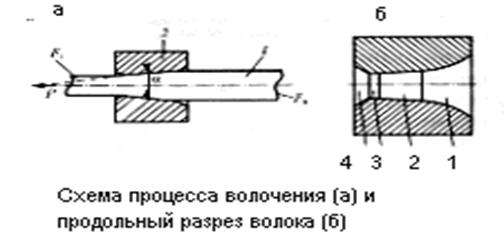
5) Волочение – протягивание холодной заготовки через сужающиеся отверстия – фильеры. Операции протяжки чередуют с отжигом - для снятия наклёпа.