2014-02-09
2014-02-09 1879
1879В) сварка дуговая в среде защитных газов (полуавтоматическая)
Б) сварка дуговая под слоем флюса (автоматическая)
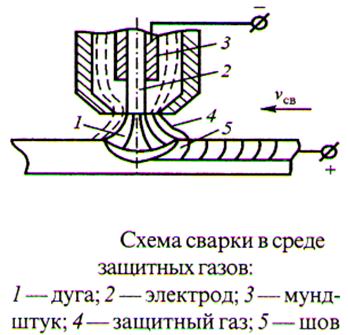
Сварку изделий из магниевых, алюминиевых, титановых сплавов, а также из нержавеющих и жароупорных сталей выполняют в среде инертных газов (аргон, гелий) вольфрамовыми электродами без обмазки.
2) Электроконтактная.
а) стыковая сварка
- стыковая сварка оплавлением - торцы деталей, без подготовки, приводят в соприкосновение при подведенном электрическом напряжении (U до 5 В, I = 100 … 1000 А). После разогрева соединения, делают осадку усилием до десятков тонн;
- стыковая сварка давлением – свариваемые поверхности тщательно разделывают (для надежного контакта), детали сжимают торцами и включают ток. После разогрева соединения, ток выключают и делают осадку. Применяют для стержней сечением до 10 см2;
в) точечная сварка - применяется для соединений внахлёстку. Свариваемые детали сжимают медными водоохлаждаемыми электродами и включают ток. Осадку выполняют давлением на электроды. Применяют обычно для сваривания обшивки локомотивов, вагонов, автомобилей и др..
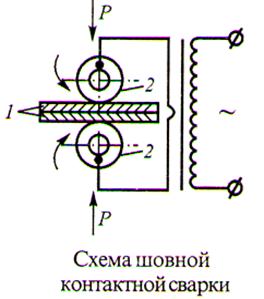
г ) Роликовая (шовная сварка) - выполняется аналогично точечной с применением роликовых электродов, позволяющих получить сплошной или прерывистый шов. Обычно применяют при сварке резервуаров.
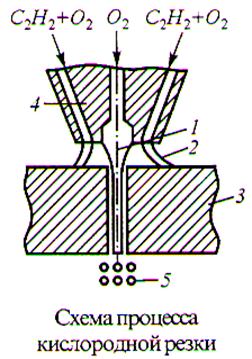
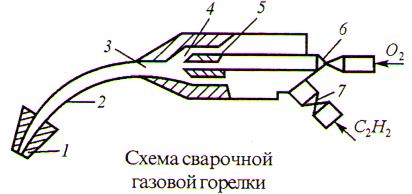
3) Газовая сварка и резка.
Основана на использовании тепла газового пламени. Обычно используют ацетилено-кислородные смеси, дающие при сгорании в горелках t = 3100…3300 0С. Кислород хранят в голубых баллонах, ацетилен - в белых или вырабатывают в газогенераторах.
Различают:
а ) газовую сварку плавлением;
б) сварку давлением – нагрев мест соединения выполняют специальными многопламенными горелками до пластичного состояния, а затем детали сжимают;
в) кислородную резку – основана на способности металлов гореть в струе кислорода. Резак – представляет собой специальную газовую горелку с отдельной подачей кислорода.