 2014-02-09
2014-02-09 1219
1219Операции точения широко применяются при обработке на агрегатных станках и автоматических линиях при растачивании и подрезании торцов.
Отверстия 6—12-го квалитета растачивают в основном однолезвийным инструментом с направлением борштанги по кондукторным втулкам (рис. 31,6) или без них (рис. 31, а).
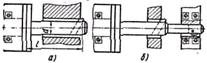
Рис. 31. Схемы растачивания жестким шпинделем
При использовании одношпиндельных расточных бабок достигается точность координат обработанных отверстий ±0,025 мм и параллельность их осей до 0,03 мм на длине 300 мм, тогда как при применении многошпиндельных расточных бабок точность координат обработанных отверстий достигает не выше ±0,06 мм при параллельности их осей до 0,1 мм на длине 300 мм.
Во многих деталях наряду с растачиванием отверстий необходимо подрезать наружные и внутренние торцы, прорезать канавки и т. д. На рис. 32 показана схема подрезания узкого наружного торца и растачивания отверстия в детали с применением борштанги 3 жестко закрепленной на шпинделе 2 одношпиндельной расточной бабки 1 расточными резцами 4 и 5.
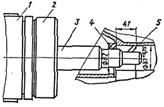
Рис. 32. Схема растачивания отверстия и подрезание торца жестким шпинделем








