 2014-02-12
2014-02-12 1002
1002Заточка по задней поверхности резца может быть: одинарной (рис. 4.12), двойной (рис. 4.13) или тройной (рис. 4.14).
1. Одинарная заточка задней поверхности (рис. 4.12) обеспечивает невысокое качество заточки, т.к. твёрдый сплав (ТС) и сталь корпуса обрабатываются одной маркой шлифовального круга (она должна быть разной, например для стали – электрокорунд, а для ТС – карбид кремния). Доводка задней поверхности пластины из ТС алмазосодержащим инструментом невозможна, т.к. одновременно будет шлифоваться и корпус из стали(алмазосодержащий инструмент не применяется для обработки стали, т.к. алмаз при t=700°С и присутствии железа графитизируется).
Рис. 4.12
2. Двойная заточка по задней поверхности резца (рис. 4.13). Снимает проблемы одинарной заточки. Широко применяется, но при доводке происходит задевание стали корпуса, что нежелательно при использовании алмазосодержащего инструмента.
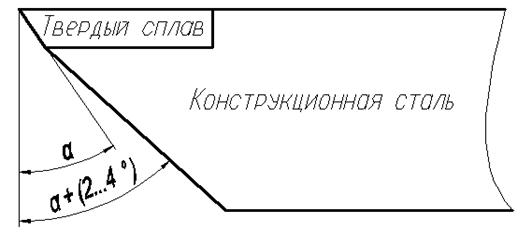
Рис. 4.13
3. Тройная заточка по задней поверхности (рис. 4.14). По задней поверхности твёрдого сплава делается фаска высотой ∆ под углом a - (2…40), алмазным или эльборовым шлифовальным кругом, т.е. выполняется доводка.
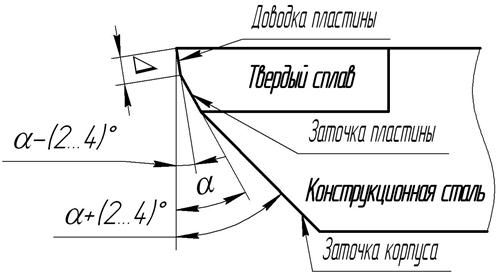
Рис. 4.14
Доводка – это вид заточки алмазным или эльборовым кругом на щадящих режимах заточки (малой глубине снимаемого слоя за один проход и меньшей продольной подачей).Доводка повышает точность профиля режущей кромки РИ, уменьшается шероховатость задней поверхности РИ, происходит при относительно низкой температуре в зоне заточки, что уменьшает глубину дефектного слоя.








