 2014-02-12
2014-02-12 3737
3737Метод групповой взаимозаменяемости (селективная сборка)
При достижении точности по методу групповой взаимозаменяемости требуемая точность замыкающего звена достигается путем включения в размерную цепь составляющих звеньев, принадлежащих к общей группе предварительно измеренных и рассортированных деталей. В этом случае детали изделия обрабатываются по расширенным, а также экономически достижимым производственным допускам и сортируются по их истинным размерам на группы с таким расчетом, чтобы при соединении деталей, входящих в определенные группы, было обеспечено достижение установленного конструктором допуска замыкающего звена и замыкающего звена и гарантирована требуемая точность сборочного соединения. Метод групповой взаимозаменяемости применяется главным образом для размерных цепей, состоящих из небольшого числа звеньев (обычно трех, иногда четырех), для сборочных соединений особо высокой точности, практически недостижимой методом полной взаимозаменяемости (шариковые подшипники, плунжерные пары, поршни и цилиндры и т.п.).
Сборка по методу групповой взаимозаменяемости носит название селективной сборки (или сборки по методу подбора). Селективная сборка применяется не только для сопряжении цилиндрических деталей, но используется также для конических, призматических и резьбовых соединений, а в некоторых случаях идля соединения нескольких деталей в многозвенных размерных цепях. В последнем случае сортировке на группы в пределах расширенных допусков могут подвергаться не только две какие-либо сопрягаемые детали из числа входящих в данную размерную цепь, но последовательно несколько пар деталей.
Расчет групповых допусков сводится к определению числа групп n, на которые должны быть рассортированы сопрягаемые детали, величины полей групповых допусков и предельных отклонений групповых размеров. Например, допуск замыкающего звена соединения при поставленных в чертеже широких экономически достижимых допусках составляющих звеньев ТА1 и ТА2 определяется выражением:
 , где
, где
 - наибольший и наименьший зазоры соединения.
- наибольший и наименьший зазоры соединения.
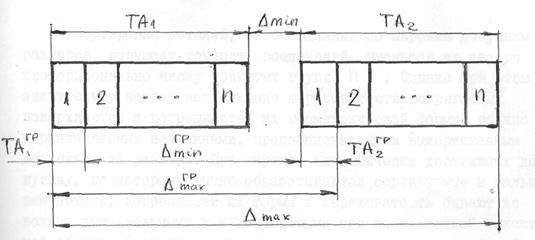
Для повышения точности соединения без ужесточения экономически достижимых допусков на составляющие звенья  поля этих допусков делятся на n частей (групп), образуя групповые допуски
поля этих допусков делятся на n частей (групп), образуя групповые допуски  . Соответственно этому все детали, изготовленные по допускам
. Соответственно этому все детали, изготовленные по допускам  , сортируются по группам в пределах групповых допусков и поступают на сборку групповыми комплектами (комплект валов и втулок первой группы, комплект второй группы и т.д.). При этом соединение валов и отверстий общей группы производится без всякого дополнительного подбора, т.е. по принципу полной взаимозаменяемости.
, сортируются по группам в пределах групповых допусков и поступают на сборку групповыми комплектами (комплект валов и втулок первой группы, комплект второй группы и т.д.). При этом соединение валов и отверстий общей группы производится без всякого дополнительного подбора, т.е. по принципу полной взаимозаменяемости.
Если по условиям эксплуатации изделия наибольший зазор соединения  должен быть уменьшен до величины
должен быть уменьшен до величины  , то необходимая величина группового допуска
, то необходимая величина группового допуска  может быть определена из выражения
может быть определена из выражения
 (4.19)
(4.19)
где  -наименьший зазор соединения, определяемый эксплуатационными требованиями (обеспечение необходимого слоя смазки и т.п.), указанный в чертеже изделия.
-наименьший зазор соединения, определяемый эксплуатационными требованиями (обеспечение необходимого слоя смазки и т.п.), указанный в чертеже изделия.
Количество необходимых групп n определяется по формуле
 (4.20)
(4.20)
Для обеспечения равномерности соединений в разных группах (постоянство предельных зазоров во всех группах) необходимо, чтобы  и тогда
и тогда 
Сортировка деталей, изготовленных по широким допускам размеров, повышает точность соединений, уменьшая их зазоры пропорционально числу принятых групп n. Однако при этом значительно возрастает влияние шероховатости сопрягаемых поверхностей и погрешностей их геометрической формы, обычно ограничиваемых величинами, пропорциональными выдерживаемым допускам, на размеры. При широких экономически достижимых допусках, по которым обычно обрабатываются сортируемые в дальнейшем детали, погрешности их формы и шероховатость бывают довольно значительными и недопустимыми при высокоточной селективной сборке. В связи с этим при применении метода групповой взаимозаменяемости, несмотря на сравнительно широкие допуски составляющих размеров, необходимо ужесточить допуски на погрешность геометрической формы и снизить шероховатость сопрягаемых поверхностей.
Метод групповой взаимозаменяемости позволяет значительно повысить точность сборки без существенного повышения требований к точности механической обработки деталей или расширить допуски на механическую обработку без снижения точности сборки. В ряде случаев сборки высокоточных соединений метод групповой взаимозаменяемости является практически единственно возможным. Организация селективной сборки реально осуществима только в условиях крупносерийного и массового производства. При этом практически важно, чтобы внутри каждой группы собираемых деталей на сборке было обеспечено одинаковое количество валов и отверстий.
Это может быть достигнуто только при условии одинаковых законов распределения отклонений или с одинаковым направлением асимметрии. В противном случае на сборке скапливается большое число деталей разных групп, не комплектующихся друг с другом.

Из рис. видно, что при комплектовании группы №2 количество валов (штриховка) будет меньше количества отверстий той же группы. И, наоборот, в группе №5 всегда будет избыток валов и недостаток отверстий. Это приводит к нарушениям режима сборки и требует увеличения запасов деталей в сборочных цехах. Последнее увеличивает объем незавершенного производства и снижает оборачиваемость оборотных средств. Одинаковые законы распределения отклонений размеров собираемых деталей при групповой взаимозаменяемости должны обеспечиваться соответствующим построением технологических операций и организацией технического контроля. Необходимость точных измерений при сортировке деталей на группы усложняет контрольные операции, а необходимость четкой организации хранения и учета деталей по группам усложняет работу планово-диспетчерской службы.
Однако перечисленные трудности организации селективной сборки вполне оправдываются в массовом и крупносерийном производствах при сборке особо точных соединений, не осуществимом методами полной или неполной взаимозаменяемости.
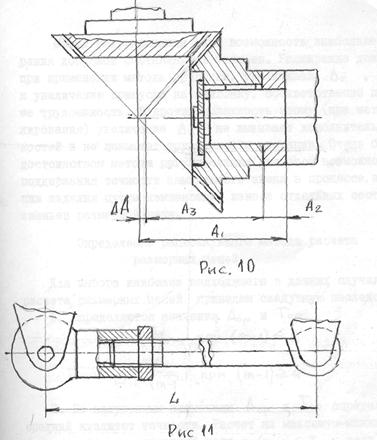
При расчете размерных цепей с учетом метода пригонки требуемая точность замыкающего звена достигается изменением компенсирующего звена путем удаления с компенсатора определенного слоя материала (точением, шлифованием, шабрением или припиловкой.
При расчете размерных цепей с учетом метода регулирования требуемая точность замыкающего звена достигается изменением размера или положения компенсирующего звена без удаления с компенсатора материала.
При использовании методов пригонки или регулирования в конструкцию изделия вводится специальная деталь-компенсатор, размеры которого могут изменяться при сборке в необходимых пределах путем удаления определенного слоя материала соответствующей механической плойкой и положение сопряженных поверхностей которого может также регулироваться при сборке за счет его конструкции (винтовая пара, клин, набор прокладок зазор в сопряжении типа вал-отверстие) или перемещения (передвижные втулки и т.п.).
При применении обоих методов собираемые детали изготавливаются по расширенным, экономически достижимым производственным допускам, однако при сборке расходуется дополнительное время на пригонку или регулирование размеров замыкающего звена для обеспечения требуемой точности изделия. При этом в процессе пригонки часто приходится проводить предварительную сборку, проверку правильности положения сопрягаемых деталей иопределять степень необходимой пригонки компенсирующего звена и затем ужеосуществлять подгонку компенсатора. Только после этого осуществляется окончательная сборка. Все это существенно повышает трудоемкость сборки и затрудняет ее перевод на поточные методы. Операция пригонки выполняется рабочими очень высокой квалификаций. Применение пригонки характерно для единичного и мелкосерийного производства и часто используется в крупном машиностроении.
При проведении регулирования необходимость повторной сборки отпадает и трудоемкость сборки снижается. При этом создаются более благоприятные условия для организации поточной сборки, однако создание специальных деталей - компенсаторов несколько усложняет конструкцию изделия. Метод регулирования характерен для мелкосерийного и серийного типов производства.
Величина необходимой наибольшей возможной компенсации отклонений замыкающего звена  в обоих случаях определяется формулой:
в обоих случаях определяется формулой:
где  - допуск замыкающего звена, требуемый конструкцией изделия
- допуск замыкающего звена, требуемый конструкцией изделия
 -производственный допуск замыкающего звена, определенный в зависимости от числа звеньев (m-4) по установленным расширенным, экономически достижимым производственным допускам составляющих звеньев.
-производственный допуск замыкающего звена, определенный в зависимости от числа звеньев (m-4) по установленным расширенным, экономически достижимым производственным допускам составляющих звеньев.
Номинальный размер компенсирующего звена увеличивается на величину компенсации  для уменьшающих звеньев (диаметр вала) и уменьшается на эту величину для увеличивающих звеньев (например, диаметров отверстий за т.п.)
для уменьшающих звеньев (диаметр вала) и уменьшается на эту величину для увеличивающих звеньев (например, диаметров отверстий за т.п.)
При применении метода регулирования величина наибольшей возможной компенсации  определяет границы требуемых перемещений подвижного или наибольший размер неподвижного компенсатора (суммарную толщину промежуточных колец, прокладок и т.п.), Б последнем случае минимальное число ступеней размеров неподвижных компенсаторов (прокладок) может быть определено по формуле
определяет границы требуемых перемещений подвижного или наибольший размер неподвижного компенсатора (суммарную толщину промежуточных колец, прокладок и т.п.), Б последнем случае минимальное число ступеней размеров неподвижных компенсаторов (прокладок) может быть определено по формуле
 (4.22)
(4.22)
Где  - допуск на изготовление неподвижного компенсатора.
- допуск на изготовление неподвижного компенсатора.
Толщина неподвижных компенсаторов (прокладок) должна быть равна или меньше допуска замыкающего звена размерной цепи. При жестком допуске замыкающего звена и невозможности обеспечить его прокладкой соответствующей толщины применяют наборы прокладок разных толщин, используя разницу их толщин.
Метод регулирования дает возможность наибольшего расширения допусков составляющих звеньев. Расширение допусков при применении метода пригонки, увеличивая  , приводит к увеличению припуска на пригонку, соответственно повышая ее трудоемкость. В противоположность этому (при методе регулирования) увеличение
, приводит к увеличению припуска на пригонку, соответственно повышая ее трудоемкость. В противоположность этому (при методе регулирования) увеличение  не вызывает дополнительных трудностей и не повышает трудоемкости операции. Очень большим достоинством метода регулирования является возможность поддержания точности замыкающего звена в процессе эксплуатации изделия путем компенсации износа отдельных составляющих звеньев размерной цепи.
не вызывает дополнительных трудностей и не повышает трудоемкости операции. Очень большим достоинством метода регулирования является возможность поддержания точности замыкающего звена в процессе эксплуатации изделия путем компенсации износа отдельных составляющих звеньев размерной цепи.
Определение рационального метода расчета размерных цепей
Для выбора наиболее подходящего в данных случаях метода расчета размерных цепей приведем следующую последовательность.
1. Определяются значения 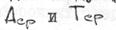
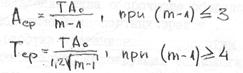
2. По полученным значениям  определяется средний квалитет точности. Расчет на максимум-минимум может быть принят для размерной цепи с
определяется средний квалитет точности. Расчет на максимум-минимум может быть принят для размерной цепи с  если средний квалитет соответствует 9-му и грубее.
если средний квалитет соответствует 9-му и грубее.
Вероятностный расчет может быть принят для размерной цепи с , если средний квалитет соответствует10-му и грубее.
При получений средних значений квалитетов соответственно ниже 9-го и 10-го должен быть применен один из методов компенсаций погрешностей замыкающего звена путем пригонки или регулирования.








