 2014-02-12
2014-02-12 1124
1124Погрешности базирования. Отклонение фактического положения заготовки от требуемого, возникающее при несовмещении измерительной базы с технологической (установочной), называют погрешностью базирования. Погрешность еб представляет собой расстояние между предельными положениями проекций измерительной базы на направление выполняемого размера. Эта погрешность всегда определяется для конкретного выполняемого размера при данной схеме установки. Поэтому величине еб в расчетах присваивают индекс соответствующего размера. Значения погрешности базирования для любого выполняемого размера определяют с помощью элементарных геометрических вычислений. Следует запомнить, что при совпадении установочной базы с измерительной погрешность базирования всегда отсутствует (eg = 0).
Пример 1. Схема фрезерования паза в призматической заготовке приведена на рис..1 а. Положение фрезы при настройке станка определено относительно плоскостей А и В, являющихся технологическими базами заготовки. Контроль (измерение) размеров а и b выполняют от тех же поверхностей, выступающих теперь в качестве измерительных баз. Как отмечено выше, при совпадении установочных и измерительных баз погрешности базирования для размеров а и b отсутствуют, т.е. еба= 0 и ебй=0.
Поверхность С, служащая измерительной базой при выполнении размера с, не совпадает с установочной базой А. В этом случае погрешность базирования (см. рис. 18.1, а)

т.е. погрешность базирования заготовки для выполнения размера с равна допуску размера И — высоты заготовки. Аналогично рассчитывают значение еб и для других размеров:

т. е. погрешность базирования для размера d равна допуску Т, длины заготовки.
Пример 2. Схема фрезерования шпоночного паза на валу, установленном в призму, дана на рис. 18.1, б. При выдерживании размеров hu h2 и  установочными базами служат образующие К1(К2), измерительными соответственно АХ(А2), ОХ(О2) и ВХ(В2). Проектируя предельные положения этих баз на направление выполняемых размеров, определим погрешности базирования для каждого из выполняемых размеров.
установочными базами служат образующие К1(К2), измерительными соответственно АХ(А2), ОХ(О2) и ВХ(В2). Проектируя предельные положения этих баз на направление выполняемых размеров, определим погрешности базирования для каждого из выполняемых размеров.
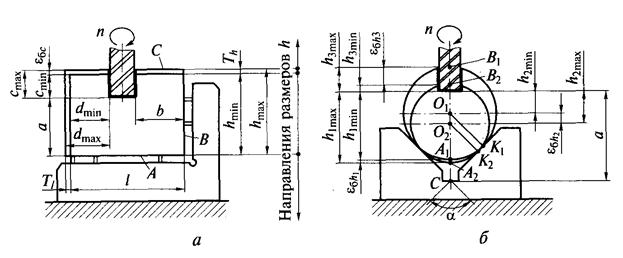
Рис. 18.1. Схемы для расчета погрешностей базирования призматической
(а) и цилиндрической (б) заготовок
Так, погрешность базирования для размера hx (см. рис. 6.29, б) определим как
где TD = Dmax - Dmin — допуск диаметра заготовки; D max, Dmin — максимальный и минимальный диаметры.
Аналогичным образом рассчитывают погрешности базирования для других размеров:
 и
и 
В рассмотренных примерах погрешности базирования выражены в виде разности предельных размеров (или допуска) заготовки. При этом значения погрешностей — наибольшие из возможных. При обработке партии заготовок погрешность базирования для каждой отдельной заготовки является случайной, зависящей от действительного размера заготовки и редко достигает своего максимума. Формулы для расчета погрешностей базирования при различной форме базирующих поверхностей заготовок и установочных элементов приспособлений, т. е. для различных схем базирования, приведены в технической литературе.
Погрешности закрепления. Перед обработкой заготовку устанавливают в приспособление и плотно прижимают ее базовыми поверхностями к установочным элементам (опорам) приспособления. Сила Qj закрепления должна быть достаточной, чтобы исключить в процессе обработки сдвиг, колебания или вибрации заготовки. Одновременно под действием силы Q3 возникают упругие деформации заготовки, опор и других деталей приспособления, а также контактные деформации стыков поверхностей, через которые передаются силы зажима. Названные деформации приводят к смещению установочных и измерительных баз относительно выставленного на размер инструмента. Настроечные размеры изменяются.
Многочисленные исследования показали, что наибольшее смещение заготовки вызывают контактные деформации стыка заготовка — опоры. Остальные деформации невелики, и в практике расчетов ими чаще всего пренебрегают.
Погрешность е3 закрепления заготовки представляет собой разность проекций наибольшего и наименьшего смещения у измерительной базы на направление выполняемого размера при приложении к заготовке силы закрепления (рис. 18.2):
 ,
,
где  — угол между направлением выполняемого размера и направлением смещения измерительной базы.
— угол между направлением выполняемого размера и направлением смещения измерительной базы.
Смещение у измерительной базы (величина контактных деформаций стыка заготовка — опоры) в общем виде выражается нелинейным законом
 ,
,
где С — коэффициент, характеризующий вид контакта (конструкцию стыка), материал заготовки, шероховатость и структуру ее поверхностного слоя; т — эмпирический показатель степени: 0,3 < т< 1.
Для партии заготовок при данной схеме установки коэффициент С изменяется от Cmin до Сmах, а сила Q3 закрепления в приспособлениях с ручными зажимными устройствами — от (?3min до Q3max- С учетом возможных изменений Си Q3

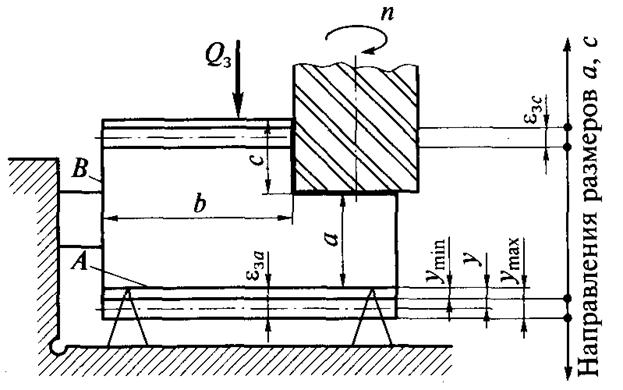
Рис. 18.2. Схема для расчета погрешности закрепления заготовки:
А, В — измерительные базы
Величина е3 представляет собой расстояние между предельными положениями измерительной базы. Очевидно, что погрешность закрепления для размеров а и с (см. рис. 18.2) не равна нулю (а=0), при этом amjn = а + ymin, amm = а + утт. Погрешность закрепления для размера b равна нулю, так как боковая (измерительная) база В перемещается при зажиме заготовки в собственной плоскости (а = 90°).
Значения С и т для разных условий закрепления заготовок приводятся в литературе по технологии машиностроения. Для партии заготовок с тщательно обработанной базовой поверхностью, закрепляемых пневматическими, гидравлическими или другими механизированными приводами, можно принять С= const и Q3 = const. В этом случае согласно основному уравнению должно быть £3 = 0. Физически это означает, что смещение у измерительной базы вследствие деформаций стыка для всей партии заготовок одинаково. Соответствующей корректировкой настроечного размера удается компенсировать упругие перемещения заготовки, возникающие при закреплении, и выполнять размер в пределах допуска. В других случаях погрешность закрепления следует считать случайной величиной, изменяющейся в пределах От нуля до расчетного значения.
Погрешности установки заготовки, вызываемые неточностью приспособления. Эта погрешность епр определяется погрешностями при изготовлении и сборке еизг установочных элементов приспособления, а также их износом еизн и ошибками установки приспособления на станке еуст.
Погрешность еизг характеризует неточность положения установочных элементов приспособления. При использовании одного приспособления — это систематическая постоянная погрешность, которую частично или полностью устраняют настройкой станка. При использовании нескольких одинаковых приспособлений, например на автоматических линиях, компенсировать погрешность fизг не удается. Она полностью входит в состав епр в качестве случайной погрешности.
Погрешность изготовления приспособлений обычной точности составляет 10... 15 мкм, высокоточных приспособлений — 5... 10 мкм.
Составляющая еизн характеризует износ установочных элементов (опор) приспособления. Величина износа опор зависит от программы выпуска изделий (времени работы приспособления), их конструкции и размеров, материала и массы заготовки, состояния ее базовой поверхности, а также от условий установки (траектории движения) заготовки в приспособлении и снятия ее. Конструкторы технологической оснастки износ опор ограничивают расчетной допустимой величиной. При эксплуатации износ контролируют в период планово-предупредительных ремонтов. Если износ достигает предельно допустимой величины, производят смену опор.
Составляющая еуст выражает погрешность установки приспособления, обусловленную смещением его корпуса относительно расчетного (предусмотренного чертежом) положения на станке. В массовом производстве при неизменяемом положении приспособления на станке погрешность еуст доводят выверкой до определенного минимума. Эта погрешность может быть компенсирована настройкой станка. В серийном производстве приспособления периодически сменяют на станках; величина еуст становится при этом некомпенсируемой случайной. Смещения приспособлений на станке уменьшают применением направляющих элементов (шпонок для пазов стола, центрирующих поясков, фиксаторов), а также равномерной затяжкой крепежных деталей. Значение еуст не должно превышать 10...20 мкм.
Величины еизг, еИзн> еуст — это расстояния между предельными проекциями измерительной базы обрабатываемых заготовок на направление выполняемого размера. В проектных технологических расчетах их рассматривают как поля рассеяния случайных величин, распределение которых в первом приближении следует нормальному закону. При этом условии

Погрешность установки заготовки как суммарное поле рассеяния выполняемого размера
Анализ составляющих погрешности установки заготовки позволяет обосновать конструкцию приспособления и сформулировать технические условия на его изготовление, что весьма важно для точной обработки.
В зависимости от конкретной схемы обработки общее выражение для расчета погрешности установки заготовки е может изменяться. Для размеров, определяющих взаимное положение поверхностей, обработанных при одном закреплении заготовки, погрешность установки как составляющая общей погрешности равна нулю. Этот случай наблюдается при обработке заготовок из прутка на токарно-револьверных станках, автоматах, при обработке на агрегатных и других станках. Во всех случаях погрешность установки в приспособление (или на станок) может быть рассчитана исходя из геометрических связей и анализа схемы установки и закрепления заготовки.
Погрешность установки заготовки необходимо учитывать при проектировании сборочной и контрольно-измерительной оснастки. При этом методика определения погрешностей та же.

