 2014-02-12
2014-02-12 3047
3047Вопрос о выборе технологических баз для механической обработки заготовок считается одним из наиболее сложных и принципиальных при проектировании технологического процесса. От правильного его решения в значительной степени зависят фактическая точность выполнения размеров, заданных конструктором, правильность взаимного расположения обрабатываемых поверхностей, степень сложности конструкций необходимых приспособлений, режущих и измерительных инструментов, общая производительность, рентабельность и эффективность обработки и др. Правильный выбор баз особенно важен при проектировании технологических процессов для автоматизированных производств, при использовании гидрокопировальных устройств, станков с ЧПУ и обрабатывающих центров, работающих по принципу автоматического получения размеров. В этих случаях технологические базы выбирают в самом начале технологического проектирования.
Для повышения точности обработки и создания условий для определенности ориентирования заготовок в приспособлении или на станке в качестве баз выбирают поверхности простейшей формы: плоскости, цилиндры, конусы и пр. Использование в качестве баз поверхностей со сложным контуром вносит дополнительную погрешность и неопределенность в установку заготовок, так как сами всегда имеют погрешности взаимного расположения отдельных элементов фасонных контуров.
В зависимости от числа и направления выдерживаемых при данной операции размеров можно использовать одну, две или три базы, при этом заготовка лишается соответственно трех, четырех, пяти или шести степеней свободы. Увеличение числа баз усложняет конструкцию приспособления и ведет к удорожанию обработки. В связи с этим следует ограничиваться наименьшим числом технологических баз, достаточным для выполнения всех заданных размеров.
Выбранные в качестве баз поверхности должны удовлетворять условиям базирования при выполнении максимально возможного числа технологических операций. Во избежание увеличения погрешностей расположения поверхностей детали смену баз производят в крайних случаях (желательно с обоснованием такой необходимости).
Обработку отливок, поковок и прочих заготовок деталей начинают обычно с предварительной обдирочной обработки их поверхностей на так называемых черновых технологических операциях. Технологические базы, используемые при выполнении первых черновых операций, получили название черновых технологических баз.
В качестве черновых технологических баз выбирают поверхности, относительно которых на первой операции могут быть обработаны другие поверхности, используемые при дальнейшей обработке как технологические базы. Выбранные поверхности должны обеспечивать точность обработки и надежность закрепления заготовки, иметь достаточные размеры и возможно более высокую степень точности (отклонения формы и взаимного расположения поверхностей различных заготовок должны быть минимальными) и наименьшую шероховатость. При изготовлении заготовки эти поверхности получают в одной пресс-форме, опоке или матрице. На поверхностях не должно быть облоя, заусенцев, следов литниковой системы, прибылей и прочих дефектов. Для обеспечения правильного расположения обработанных поверхностей деталей относительно необработанных в качестве черновых технологических баз часто выбирают поверхности, остающиеся необработанными.
Пример. На рис. 18.3 изображен корпус подшипника. Комплексу требований, предъявляемых к черновым технологическим базам, в наибольшей степени отвечает поверхность А корпуса Относительно этой поверхности (остающейся необработанной) обрабатывают плоскость подошвы В корпуса. В дальнейшем поверхность В используют в качестве технологической установочной базы для цекования бобышек в размер b, растачивания отверстия D под подшипник и др.
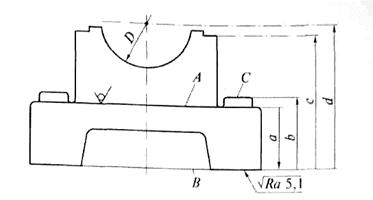
Рис. 18.3. Черновые технологические базы корпуса подшипника
Поскольку точность необработанных поверхностей, используемых как технологические базы, ниже, а шероховатость выше, чем у обработанных поверхностей, черновые базы при обработке заготовок следует применять только один раз — при выполнении первой операции. Дальнейшая обработка должна производиться с чистых обработанных поверхностей — баз. Исключения составляют случаи обработки особо точных заготовок, полученных литьем под давлением, точным прессованием, чеканкой, или заготовок, обрабатываемых на автоматических линиях в приспособлениях-спутниках.
На рис. 18.4, а показана схема установки заготовки при фрезеровании шатуна. Базирование по боковым плоскостям шатуна в самоцентрующих зажимах обеспечивает равномерность снятия припуска с торцов А, В, С и D головок и симметричное расположение их относительно оси. Схема установки заготовки при растачивании отверстий Е и F приведена на рис. 18.4, б. Для центрирования головок шатуна применяют черновые базы — наружные контурные поверхности головок, закрепляемых в призмах. В этом примере черновые технологические базы применяют дважды, причем в качестве баз использованы разные поверхности заготовки.
Иногда в качестве черновых технологических баз служат скрытые базы (осевые линии, точки и т.п.), материализуемые разметкой. Использование разметки в качестве черновых технологических баз с последующей выверкой заготовки на станке позволяет равномерно распределить припуск на обработку и устранить опасность появления брака (например при наличии дефектов, допущенных в заготовительных цехах).
При чистовой обработке используют любые из рассмотренных ранее технологических баз. Предпочтение отдают поверхностям, которые являются одновременно конструкторскими и измерительными базами. Соблюдение принципа единства баз позволяет обходиться без пересчетов конструкторских размеров в технологические и использовать при обработке все поле допуска размера, предусмотренного рабочим чертежом.
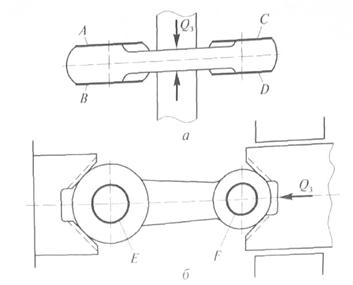
Рис. 18.4. Схема установки шатуна при фрезеровании торцов головок (а) и растачивании отверстий (б):  — сила зажима заготовки
— сила зажима заготовки
Поверхности заготовок, контактирующие с опорами приспособления или станка, широко используют как технологические базы в условиях крупносерийного и массового производства, для которых характерна максимальная дифференциация технологических операций. При этом операции состоят из одного или двух переходов. При обработке по методу автоматического получения размеров такие технологические базы обеспечивают заданную точность и позволяют существенно сократить вспомогательное время благодаря исключению разметки и выверки заготовок при их установке.
Поверхности заготовок, относительно которых ориентируются другие обрабатываемые поверхности, наиболее целесообразно и удобно использовать в качестве технологических баз при построении технологического процесса по принципу концентрации операций, когда заготовку обрабатывают за небольшое число сложных по своему содержанию (состоящих из значительного количества технологических переходов) операций с применением комбинированного и фасонного инструмента и сложных настроек станков при многопозиционной обработке, при обработке на станках-автоматах и полуавтоматах, станках с ЧПУ и при групповой обработке. Эти технологические базы удобны при изготовлении деталей со значительным числом линейных размеров, заданных от одной поверхности (координатным методом - «лесенкой»). При последовательной простановке размеров (цепочкой) наладка станков сильно затрудняется и использование указанных поверхностей как технологических баз оказывается нерентабельным. Подобные технологические базы используются преимущественно в серийном и крупносерийном производствах.
Поверхности, относительно которых выверяют заготовки на станке, чаще используют как технологические базы в единичном и мелкосерийном производствах. При проектировании технологических процессов изготовления крупных и точных деталей, когда затраты времени на установку и выверку заготовок составляют лишь незначительную часть основного времени обработки, а создание крупных и сложных специальных приспособлений, необходимых для использования других баз, экономически не оправдано, именно эти поверхности выбирают в качестве технологических баз. В крупносерийном производстве такие базы (в частности разметку) применяют для того, чтобы обеспечить наиболее равномерное снятие припуска с заготовки и сохранить рациональную структуру обрабатываемой поверхности, а также в тех случаях, когда приходится устранять брак заготовительных цехов (из дефектных дорогих заготовок «выкраивать» детали).
При работе с новейшими измерительными и управляющими устройствами, ускоряющими и автоматизирующими выверку заготовок на станках, применение подобных технологических баз оказывается оправданным в условиях серийного и даже массового производства.
Учитывая взаимосвязь конструкторских, технологических и измерительных баз, технолог при выборе баз и построении технологического процесса должен анализировать не только рабочие, но и сборочные чертежи изделия. Конструктору же следует проектировать детали с учетом возможности реализации принципа совмещения

