 2014-02-13
2014-02-13 8777
8777Характеристика технологических процессов
Лекция №32
К лучевым методам формообразования поверхностей заготовок относятся:
1. Электронно-лучевая обработка.
2. Светолучевая (лазерная) обработка.
3. Плазменная обработка.
Электронно-лучевая обработка (ЭЛО) основана на тепловом воздействии потока движущихся электронов на обрабатываемый материал, который в месте обработки плавится и испаряется. Столь интенсивный нагрев вызывается тем, что кинетическая энергия движущихся электронов при ударении о поверхность обрабатываемой заготовки почти полностью переходит в тепловую, которая будучи сконцентрирована на площадке малых размером (не более 10 мкм), вызывает её разогревание до 60000С. При размерной обработке, как известно, происходит локальное воздействие на обрабатываемый материал, что при ЭЛО обеспечивается импульсным режимом потока электронов с продолжительностью импульсов 10-4…10-6 с и частотой f = 50 … 5000 Гц. Высокая концентрация энергии при ЭЛО в сочетании с импульсным воздействием обеспечивают условия обработки, при которых поверхности заготовки, находящиеся на расстоянии 1 мкм от кромки электронного луча, разогреваются до 30000С. Это позволяет использовать ЭЛО для резки заготовок, изготовления сеток из фольги, вырезания пазов и обработки отверстий диаметром 1 - 10 мкм в деталях из труднообрабатываемых материалов. Схема установки для электронно-лучевой обработки изображена на рис. 52.
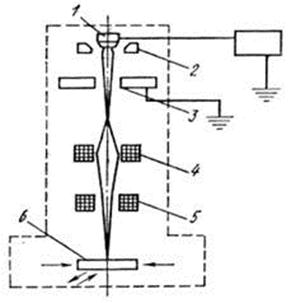
Рис. 52. Схема установки для электронно-лучевой обработки:
1 – катод электронной пушки; 2 – электрод; 3 – анод; 4 – электромагнитная линза; 5 – магнитная система; 6- обрабатываемая деталь.
В установках для электронно-лучевой обработки электроны имитируются на катоде 1 электронной пушки; формируются в пучок электродом 2, расположенным непосредственно за катодом; ускоряются под действием разности потенциалов между катодом и анодом 3, составляющей около 150 кВ, а затем фокусируются в виде луча в электромагнитной линзе 4. Сфокусированный электронный луч, пройдя через отклоняющую магнитную систему 5, попадает на обрабатываемое изделие. Обработка ведется в вакууме порядка 10-2 – 10-4 Па.
При размерной обработке заготовок установка работает в импульсном режиме с длительностью импульсов 10-4 – 10-6 с и частотой 150–6000 Гц, что обеспечивает локальный нагрев заготовки. В зоне обработки температура достигает 6000 оС, а на расстоянии 1 мкм от пятна сфокусированного луча не превышает 300 оС. Диаметр сфокусированного луча в зоне обработки может быть 10 – 400 мкм, при этом плотность энергии достигается порядка 107 Вт/см2.
Электронно-лучевой метод применяют для обработки тугоплавких и легко окисляемых на воздухе металлов и сплавов: вольфрама, молибдена, титана, меди, а также неметаллических материалов: рубина, керамики, кварца, ферритов, полупроводниковых материалов. Размерную обработку используют для прошивки отверстий диаметром 0,01 – 1 мм, прорезания пазов, вырезания деталей из тонколистовых заготовок по контуру, получения сеток из фольги и др. Кроме того, электронный луч широко применяют для сварки деталей из тугоплавких химически активных металлов и их сплавов (вольфрамовых, танталовых, молибденовых, ниобиевых, циркониевых и т.п.).
Светолучевая (лазерная) обработка основана на тепловом воздействии светового луча высокой энергии на поверхность обрабатываемой заготовки. Источником светового излучения служит лазер – оптический квантовый генератор (ОКГ). Созданы конструкции твердотельных, газовых и полупроводниковых ОКГ. Их работа основана на принципе стимулированного генерирования светового излучения. Для механической обработки используют твердотельные ОКГ, рабочим элементом которых является рубиновый монокристаллический стержень, состоящий из оксидов алюминия, активированных 0,05% хрома. Рубиновый ОКГ работает в импульсном режиме, генерируя импульсы когерентного монохроматического красного цвета, длиной волны 0,69 мкм. На рис. 53 показана схема устройства лазера на рубине.
Рис. 53. Схема оптического квантового генератора:
а) схема работы ОКГ; б) схема фокусировки луча лазера.
При включении источника питания 5 лампа накачки 2 облучает стержень из рубина 1 мощным потоком света с широкой полосой частот, который переводит ионы хрома в возбужденное состояние. Из этого состояния они могут возвратиться в нормальное состояние, излучая фотоны длиной волны 0,69 мкм. Направление распространения световых волн хаотично, поэтому внутри кристалла остаются те волны, направление которых перпендикулярно поверхности торцов стержня, а остальные выходят за пределы кристалла. Наличие торцевых зеркальных поверхностей 3 и 4 приводит к тому, что при многократном отражении от них усиливаются свободные световые колебания по амплитуде и мощности в направлении оси стержня вследствие стимулирования возбужденными атомами. При этом образуется поток когерентных волн. Движение волн внутри резонатора будет происходить до тех пор, пока мощность светового потока не станет достаточной для выхода через полупрозрачные зеркала 4. Для применения в технологических целях луч ОКГ фокусируют (рис. 53. б).
Твердотельные лазеры обычно имеют относительно небольшую мощность: работающие в импульсном режиме – мощность их не превышает 300 Вт, а в непрерывном режиме – до 500 Вт. Но сфокусированный луч лазера даст огромную плотность энергии, что обеспечивает нагрев до температуры 6000 – 8000 оС. Например, луч лазера с выходной мощностью 20 Вт, сфокусированный в диаметр 0,01 мм, даст плотность энергии в пятне до 108 Вт/см2.
Лазерную обработку применяют для прошивания сквозных и глухих отверстий, резки заготовок на части, вырезания заготовок из листовых материалов по сплошному контуру, прорезания пазов. Этим методом можно обрабатывать заготовки из любых материалов, включая самые твердые и прочные. Широко используются ОКГ для сварки различных металлов. Например, лучом лазера производят сварку корпусов гибридных интегральных схем и подгонку до номинала сопротивление тонкопленочных резистивных пленок.
Плазменная обработка.В технологии приборостроения, радиоаппаратостроения и металлообработки плазма применяется в виде узконаправленной горячей струи, способной расплавить и испарить практически все материалы: как материалы так и не материалы. По конструкции плазматроны разделяются на сепараторы прямого и косвенного действия. На рис. 54 показано устройство плазмотрона.
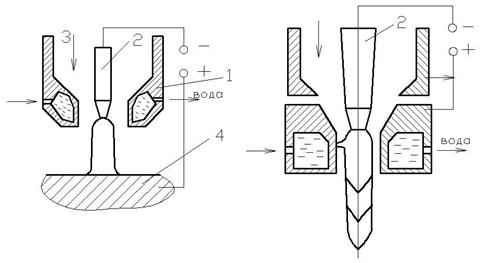
Рис.54. Устройство плазматрона: 1 – сопло; 2 – вольфрамовый электрод;
3 – ввод плазменного газа; 4 – изделие.
Для получения плазмы используются электролитический дуговой разряд, через который с помощью сопла 1 продувается плазмообразующий газ 3 (аргон, азот, воздух или их смесь). Питание плазматрона осуществляется от мощного электрического источника с напряжением 200–500 В и током 300–400 А. Необходима стабилизация дуги, чтобы горячая струя не замкнулась на сопло и не расплавила его, а также с целью некоторой фокусировки. Она осуществляется аксиальным потоком газа, либо суженными стенками охлаждаемого сопла.
Плазменная обработка используется в процессах, требующих высокотемпературного концентрированного нагрева: резка, прошивка отверстий, микро - и макросварка, нанесение покрытий, восстановление изношенных деталей, плавка.
Наплавка износостойких покрытий осуществляется с целью повышения эксплуатационных свойств детали. При этом применяют порошкообразные материалы со специальными свойствами – высокой твердостью, повышенной износостойкостью, коррозионно - и термостойкостью (оксиды или карбиды бора, вольфрама). Детали получаются с дешевой сердцевиной из конструктивных материалов, а на ответственных участках создаются необходимые свойства. Значительно снижаются расходы дорогостоящих легирующих материалов. Толщина слоев может достигать нескольких мм. Технология заключается в том, что наносимый материал используется в виде пасты; происходит расплавление и сварка слоя наплавляемого материла с основным материалом. В этом случае применяются плазменные горелки косвенного действия.
При напылении напыляемый материал нагревается в плазматроне. Температура подложки в зависимости от цели напыления может быть различной. Формируются слои небольшой толщины – от нескольких мкм до одного мм. Для увеличения адгезии напыленного слоя стремятся повысить степень химического воздействия покрытия с подложкой за счет ее разогрева или введения промежуточных химически активных слоев.
Широко применяется плазменная резка. Достоинства плазменной резки: обрабатываются любые металлы толщиной до 100–150 мм, меньшая ширина реза чем при газовой резке, лучшая поверхность, меньшая зона термических изменений. Скорость: 0,5–1,5 см/с в зависимости от толщины. Для плазменной резки используются плазматроны прямого действия. Плазмообразующий газ – аргон, азот, водород или воздух. При микроплазменной резке ток 50–100 А, толщина резки до 8 мм, ширина реза до 1-го мм.
На рис. 55 показана схема плазменной резки.
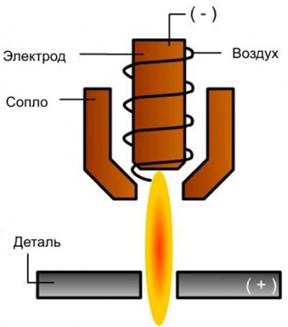
Рис. 55. Схема плазменной резки.
Плазменная резка на сегодняшний день является самым высокопроизводительным способом термической резки сталей и металлов. Этот вид обработки материалов подразумевает применение в качестве инструмента факел плазмы вместо резца. Для получения плазменной струи используются газы активные (кислород, воздух) и неактивные (водяной пар, азот, аргон, водород). Для резки черных металлов в основном используются активные газы, для цветных металлов и сплавов – неактивные.
Плазменная резка дает возможность работы с любыми металлами (нержавеющие стали, алюминиевые сплавы, медь и т.д.); Без процесса плазменной резки сегодня не может обойтись ни одно предприятие, занимающееся резкой металла в крупных или мелких масштабах. Основное достоинство этого метода – высокая скорость и эффективность. По качеству реза данная технология лишь незначительно уступает только лазерной резке, но в разы превосходит ее по экономическим показателям и более широким возможностям, особенно касающихся максимальной толщины при резке металлов.
Преимущества плазменной резки:
- экономия времени заказчика за счет высокой скорости выполнения работ;
- небольшой и локальный нагрев разрезаемой заготовки, исключающий ее тепловую деформацию;
- высокая чистота и качество поверхности разреза;
- безопасность процесса благодаря отсутствию баллонов с горючими и взрывоопасными газами;
- минимальное количество грата и шлака.

