 2015-01-30
2015-01-30 4745
4745Посадки в системе отверстия – получают с одним основным отверстием, поле допуска которого (для данного квалитета) постоянно для всей совокупности посадок.
Таблица 13
Наименование полей допусков валов в системе отверстия
| a b c cd d e ef f fg | h js k m n | p r s t u v x y z |
| Посадки с зазором | Переходные | Посадки с натягом |
Поле допуска основного отверстия H.
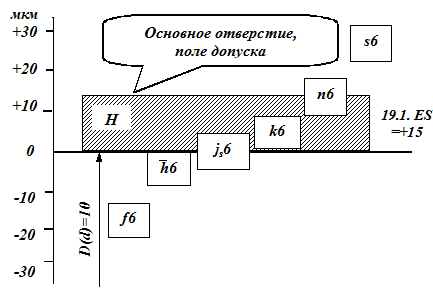
Рис. 18.4.Образование посадок в системе отверстия
Отверстие – основной элемент системы.
1) Посадки получают соединением различных валов с основным отверстием.
2) Поле допуска основной детали соединения всегда направлено«в тело» этой детали.
В практике машиностроения предпочтение (размеры более 1 мм) отдается системе отверстия, поскольку его точно изготовить и изменить значительно труднее и дороже, чем вал того же размера.
В тех случаях, когда посадку экономически выгоднее получить за счет различных размеров отверстия при постоянном поле допуска вала, применяют систему вала.
– подшипники качения в корпус (стандартные детали)
– шпонки призматические и сегментные (шпонка одна, а посадки на вал и втулку разные за счет полей допусков вала и втулки).
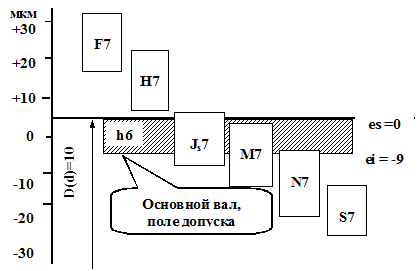
Рис. 18.5. Образование посадок в системе вала
– для отверстий малого диаметра (d < 1 мм), когда вал точно обработать труднее, чем отверстие
– для длинных валов, особенно, когда на отдельных участках вала одного номинального размера необходимо поместить несколько деталей с разными посадками.
Таблица 14
Наименование полей допусков отверстий в системе вала
| A B C C D D E F G | H Js K M N | P R S T U V X Y Z |
| Посадки с зазором | Переходные | Посадки с натягом |
Поле допуска основного вала h. Посадки получают соединением различных отверстий с основным валом.
Шпонка в паз вала: в паз втулки
 ;
;  ;
;  ;
;  ;
;  .
.
Для номинальных размеров менее 1 и свыше 3150 мм, а также для 9…12 квалитетов диапазона 1…3150 мм посадки образуют сочетанием полей допусков отверстий и валов одного квалитета:
Н 6/ р 6; Н 7/ е 7.
В 6…7 квалиттах при номиналах 1…3150 по технологическим соображениям рекомендуется поле допуска, отверстия выбирать на один квалитет грубее, чем поле допуска вала
Р 7/ к 6; Е 8/ h 7.
18.5. Предельные отклонения формы
и расположения поверхностей
Форму детали принято характеризовать различными поверхностями, разделяемыми на номинальные и реальные.
Номинальная поверхность – это идеальная поверхность, форма которой задана чертежом. Реальная поверхность у детали образуется после изготовления (зависит от оборудования, технологии и т.п.) Реальная поверхность всегда отличается от номинальной на величину отклонения формы D.
Зону ограниченную верхним и нижним предельными отклонениями называют полем допуска. Поле допуска характеризуется не только величиной, но и положением относительно номинального размера (нулевой линии). Поле допуска детали может располагаться выше, ниже, симметрично и не симметрично относительно нулевой линии. Если знак допуска в таблице отсутствует допуск описывается в технических требованиях.
Таблица 15
| П/п | Вид допуска формы | Обозначение |
| Допуск прямолинейности |  | |
| Допуск плоскости |  | |
| Допуск круглости |  | |
| Допуск цилиндричности |  | |
| Допуск профиля продольного сечения |  |
Таблица 16
| П/п | Вид допуска расположения | Обозначение |
| Допуск параллельности |  | |
| Допуск перпендикулярности |  | |
| Допуск наклона |  | |
| Допуск соосности |  | |
| Допуск симметричности |  | |
| Позиционный допуск |  | |
| Допуск пересечения осей |  | |
| Суммарный допуск формы и расположения | ||
| радиального биения |  | |
| торцевого биения | ||
| Допуск полного радиального биения |  | |
| Допуск полного торцевого биения |
Характер соединения деталей определяется взаимным расположением полей допусков деталей и называется посадкой. Различают посадки трех типов: с зазором, с натягом и переходные.
19. Зубчатые и червячные редукторы.
Общие сведения

