 2015-01-21
2015-01-21 4270
4270| Порядок формирования полей допусков |
Поля допусков стандартизованы. Стандарты ЕСДП распространяются на гладкие сопрягаемые и несопрягаемые элементы деталей с номинальными размерами до 10000 мм и регламентируют величину основных отклонений и полей допусков в этом диапазоне размеров.
Каждому классу (степени) точности в системе ЕСДП соответствует определенный квалитет (всего их 19) со своей величиной поля допуска.
Внутри каждого квалитета размеры полей допусков растут с увеличением номинальных размеров. Квалитеты нумеруются порядковыми номерами: 01; 0; 1…17. В технической документации поле допуска обозначается IT c номером квалитета (пример: IT7; IT14). В табл. П1.2 представлены рекомендации по применению полей допусков различных квалитетов.
Таблица П1.2. Применение квалитетов допусков ЕСДП
| ||||||||||||||||||
Основным отклонением называют одно из двух отклонений поля допуска (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. Основным всегда является ближайшее к нулевой линии предельное отклонение. Основные отклонения на чертеже и в документации обозначаются буквами латинского алфавита - для основных отклонений отверстий используются прописные (большие) буквы, а для обозначения основных отклонений валов - строчные (малые) буквы. При этом буквы I и i не используются, но существуют основные отклонения, обозначаемые двумя буквами (CD, EF, FG, ZA,ZB,ZC). Во всех размерных группах основные отклонения H и h равны 0, а основные отклонения J и j располагаются симметрично относительно нулевой линии. Основные отклонения A…H (a…h) расположены в тело детали (для отверстий имеют знак «+», для валов - «-»), а основные отклонения K…Z (k…z) расположены из тела детали (для отверстий имеют знак «-», для валов - «+»). Неосновное (второе предельное) отклонение образуется путем прибавления допуска квалитета к основному отклонению в сторону от нулевой линии (кроме основных отклонений J и j). Таким образом обозначение допуска размера состоит из одной или двух букв (основное отклонение) и цифры (поле допуска для квалитетов от 01 до 17), например: D5; CD11; d6; H7; h9; J14; P6; r8 и т.д.
Сочетанием любых основных отклонений с каждым из квалитетов возможно образовать свыше тысячи полей допусков валов и отверстий. Такое разнообразие полей допусков в производственных условиях является неэкономичным, так как затрудняет унификацию режущего и мерительного инструмента. Поэтому в стандартах произведен ограничительный отбор полей допусков, рекомендованных к применению, а среди последних выделены поля допусков предпочтительного применения (в стандартах поля предпочтительного применения обычно заключены в рамки).
| Порядок формирования посадок в соединениях |
Посадкой называется характер соединения двух деталей, определяемый величиной зазора или натяга на поверхностях контакта соединяемых деталей. Различают три типа посадок: с зазором, с натягом и переходные. Посадка (натяг или зазор) обеспечивается за счет сочетания определенного вида полей допусков на сопрягаемые поверхности. В технической документации посадка обозначается в виде дроби, числитель которой всегда является допуском отверстия, знаменатель - вала.
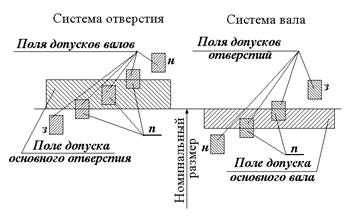 Рис. П1.3. Схема расположения полей допусков при формировании посадок в системе отверстия и системе вала; з - поля допусков посадки с зазором; п - переходные посадки; н - посадки с натягом. Рис. П1.3. Схема расположения полей допусков при формировании посадок в системе отверстия и системе вала; з - поля допусков посадки с зазором; п - переходные посадки; н - посадки с натягом. |
При назначении основных отклонений для размеров, принадлежащих разным деталям соединения используют систему отверстия и систему вала (рис. П1.3). В системе отверстия отверстие является основным, и для него обычно в качестве основного отклонения назначают отклонение Н (равное 0), а формирование посадки производят за счет основного допуска вала (от a до h зазор, остальные либо переходные, либо натяг); в системе вала все наоборот - основным является вал (основное отклонение вала h, равное 0), а формирование посадки производят за счет основного допуска отверстия. Стандартами рекомендуются предпочтительные сочетания полей допусков сопрягаемых деталей для посадок разной степени плотности, но принципиально возможно применение для сопрягаемых деталей самых различных сочетаний основных отклонений и квалитетов. Наиболее предпочтительным является выбор квалитета для размеров отверстий на один выше (то есть менее точного) по сравнению с валами (отверстие труднее обработать), в этом случае стоимость обработки обеих сопрягаемых поверхностей будет примерно одинакова, а качество соединения почти не ухудшается.
Наиболее наглядно посадки изображаются на диаграммах полей допусков (рис. П1.3):
- при посадке с зазором поле допуска вала всегда лежит ниже поля допуска отверстия (наибольший предельный размер вала всегда меньше наименьшего предельного размера отверстия), то есть посадка гарантирует зазор в соединении при любых, выполненных в пределах допуска, размерах соединяемых деталей;
- при посадке с натягом поле допуска вала всегда лежит выше поля допуска отверстия (наименьший предельный размер вала всегда больше наибольшего предельного размера отверстия), то есть посадка гарантирует натяг в соединении при любых, выполненных в пределах допуска, размерах соединяемых деталей;
- при переходной посадке поля допусков частично или полностью перекрываются (наибольший предельный размер вала больше наименьшего предельного размера отверстия, а наименьший предельный размер вала меньше наибольшего предельного размера отверстия), и в этом случае в соединении возможен как некоторый зазор, так и некоторый натяг, в зависимости от действительных размеров соединяемых деталей.
Изготовление деталей с допусками, установленными в системе отверстия, обходится (при прочих равных условиях) дешевле вследствие использования меньшей номенклатуры режущего и мерительного инструмента. По этой причине основная масса деталей, изготавливаемых в машиностроении выполняется с допусками по системе отверстия. Поля допусков для отверстий и валов представлены в табл. П1.3 и П1.4 (численные значения полей допусков см. приложение 2).
Таблица П1.3
Поля допусков валов и отверстий (система отверстия)
| Основное отверстие | Поля допусков валов для образования посадок | ||||||
| с зазором | переходных | с натягом | |||||
| H5 | g4 | g5 | c8 | js4 | js5 | n4 | p4 |
| H6 | g6 | g7 | c9 | js6 | js7 | p5 | p6 |
| H7 | f4 | f5 | c11 | k4 | k5 | p7 | r5 |
| H8 | f6 | f7 | b9 | k6 | k7 | r6 | r7 |
| H9 | f8 | f9 | b11 | m4 | m5 | s5 | s6 |
| H10 | e5 | e6 | b12 | m6 | m7 | s7 | s8 |
| H11 | e7 | e8 | a9 | n5 | n6 | t5 | t6 |
| H12 | e9 | d8 | a11 | n7 | -- | t7 | u5 |
| H13 | d7 | d8 | -- | -- | -- | u6 | u7 |
| H14 | d9 | d10 | -- | -- | -- | u8 | v6 |
| H15 | d11 | -- | -- | -- | -- | v7 | x7 |
| H16 | -- | -- | -- | -- | -- | x8 | z7 |
| H17 | -- | -- | -- | -- | -- | z8 | -- |
| Предпочтительные поля допусков выделены темным фоном |
Таблица П1.4
Поля допусков валов и отверстий (система вала)
| Основной вал | Поля допусков отверстий для образования посадок | ||||||
| с зазором | переходных | с натягом | |||||
| h4 | G5 | G6 | C8 | Js5 | Js6 | P5 | P6 |
| h5 | G7 | F5 | C9 | J6 | Js7 | P7 | P8 |
| h6 | F6 | F7 | C11 | J7 | Js8 | P9 | R6 |
| h7 | F8 | F9 | B9 | J8 | K5 | R7 | R8 |
| h8 | E5 | E6 | B11 | K6 | K7 | S6 | S7 |
| h9 | E7 | E8 | B12 | K8 | M5 | T6 | T7 |
| h10 | E9 | E10 | -- | M6 | M7 | -- | U8 |
| h11 | D6 | D7 | A9 | M8 | N6 | -- | -- |
| h12 | D8 | D9 | A11 | N7 | N8 | -- | -- |
| h13 | D10 | D11 | CD11 | N9 | -- | -- | -- |
| h14 | -- | -- | -- | -- | -- | -- | -- |
| h15 | -- | -- | -- | -- | -- | -- | -- |
| h16 | -- | -- | -- | -- | -- | -- | -- |
| h17 | -- | -- | -- | -- | -- | -- | -- |
| Предпочтительные поля допусков выделены темным фоном |
| Назначение и краткая характеристика посадок ЕСДП |
В таблицах П1.5 и П1.6 представлены посадки ЕСДП в системе отверстия и системе вала, рекомендуемые к применению для размеров 1- 500 мм.
Таблица П5
Рекомендуемые посадки для номинальных размеров 1-500 мм (система отверстия)
| Скользящие посадки | Посадки с зазором | Посадки переходные | Посадки с натягом | ||||||||||||||
| H5 h4 | H6 h5 | H5 g4 | H6 g4 | H6 f6 | H7 g6 | H7 f7 | H5 js4 | H5 k4 | H5 m4 | H6 p5 | H6 r5 | H6 s5 | H7 p6 | H7 r6 | |||
| H7 h6 | H8 h7 | H7 e7 | H7 e8 | H7 d8 | H7 c8 | H8 f8 | H5 n4 | H6 js5 | H6 k5 | H7 s6 | H7 s7 | H7 t6 | H7 u7 | H8 s7 | |||
| H8 h8 | H9 h8 | H8 f7 | H8 e8 | H8 d8 | H8 c8 | H8 f9 | H6 m5 | H6 n5 | H7 js6 | H8 u8 | H8 x8 | -- | H8 z8 | -- | |||
| H8 h9 | H9 h9 | H8 e9 | H8 d9 | H9 f8 | H9 f9 | H9 e9 | H7 k6 | H7 m6 | H7 n6 | -- | -- | -- | -- | -- | |||
| H10 h9 | H10 h10 | H9 e8 | H9 d9 | H10 d10 | H11 d11 | H11 c11 | H8 js7 | H8 k7 | H8 m7 | -- | -- | -- | -- | -- | |||
| H11 h11 | H12 h12 | -- | H11 b11 | H11 a11 | H12 b12 | -- | -- | H8 n7 | -- | -- | -- | -- | -- | -- | |||
| Предпочтительные поля допусков выделены темным фоном | |||||||||||||||||
Таблица П1.6
Рекомендуемые посадки для номинальных размеров 1-500 мм (система вала)
| Скользящие посадки | Посадки с зазором | Посадки переходные | Посадки с натягом | ||||||||
| H5 h4 | H6 h5 | G5 h4 | G6 h5 | F7 h5 | G7 h6 | F8 h6 | Js5 h4 | K5 h4 | M5 h4 | P6 h5 | P7 h6 |
| H7 h6 | H8 h7 | F7 h6 | E8 h6 | D8 h6 | F8 h7 | E8 h7 | N5 h4 | Js6 h5 | K6 h5 | R7 h6 | S7 h6 |
| H8 h8 | H9 h8 | D8 h7 | F9 h8 | F8 h8 | E9 h8 | E8 h8 | M6 h5 | N6 h5 | Js7 h6 | T7 h6 | U8 h7 |
| H8 h9 | H9 h9 | D9 h8 | D8 h8 | F9 h9 | E9 h9 | D10 h9 | K7 h6 | M7 h6 | N7 h6 | -- | -- |
| H10 h9 | H10 h10 | D11 h11 | C11 h11 | B11 h11 | D9 h9 | D10 h10 | Js8 h7 | K8 h7 | M8 h7 | -- | -- |
| H11 h11 | H12 h12 | A11 h11 | B12 h12 | -- | -- | -- | -- | N8 h7 | -- | -- | -- |
| Предпочтительные поля допусков выделены темным фоном |

