 2015-01-30
2015-01-30 649
649Газовая сварка - процесс сварки плавлением, при котором место соединения нагревают до расплавления высокотемпературным газовым пламенем (рис. 6.7.).
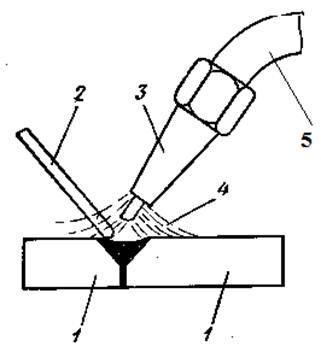 |
Рис. 6.7. Схема газовой сварки:
1 – свариваемые детали, 2 – присадочная проволока, 3 –мундштук,
4 – газовое пламя,5 – горелка.
Сварочную ванну образуют металлы соединяемых заготовок и присадочный материал, который вводят в пламя газовой горелки. Газовое пламя получают при сгорании горючего газа в атмосфере технически чистого кислорода. В качестве горючего газа наиболее широко применяют ацетилен (С2Н2), так как он обеспечивает получение пламени с более высокой температурой горения – 32000С. Ацетилено-кислородное пламя состоит из трех зон (рис. 6.8.).
Существует 3 вида пламени в зависимости от соотношения О2 к С2 Н2:
Если β=VO2/V С2 Н2=1,0 – 1,3 – это нормальное пламя;
Β ›1 - окислитель;
Β ‹1- науглероживающие.
 |
Рис. 6.8. Распределение температуры нормального ацетилено-кислородного пламени:
1– ядро пламени, 2 – средняя зона (сварочная),
3 – факел пламени (окислительная).
Нормальным пламенем сваривают большинство сталей. При увеличенном содержании углерода, пламя обладает окислительными свойствами и может быть использовано только при сварке латуни. При увеличении содержания ацетилена пламя становится коптящим, такое пламя называют науглероживающим и применяют для сварки чугуна и цветных металлов, так как в этом случае компенсируется выгорание углерода.
6.2.4. Электронно-лучевая сварка
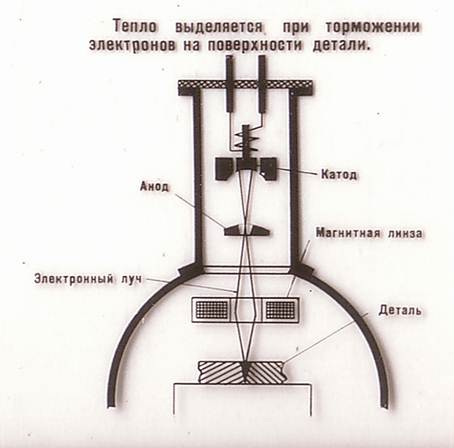 |
Сущность сварки состоит в использовании для нагрева и расплавления свариваемых кромок кинетической энергии электронов, движущихся с высокими скоростями в вакууме (рис. 6.9.).
Рис. 6.9. Схема сварки электронным лучом.
Достоинством сварки электронным лучом является высокая концентрация энергии на поверхности детали, что позволяет проплавлять заготовки толщиной до 200 мм, из всех материалов, чаще всего из разнородных и для соединения тугоплавких и химически активных металлов.








