 2015-01-30
2015-01-30 583
583Ротор считается уравновешенным, если главный вектор и главный момент равны 0.
Т.е. когда ось инерции и ось вращения совпадают.
В зависимости от вида неуравновешенности существуют следующие виды балансировок:
1. статическая (осуществляется для коротких роторов, типа дисков, данный ротор можно заменить одной плоскостью и считать что имеют смещение центры масс относительно оси вращения в одной плоскости. задача – привести центр масс к оси вращения)
статическая балансировка делится на 2 этапа:
1) нахождение величины и углового расположения неуравновешенной массы
2) устранение неуравновешенной массы
1 этап осуществляется 2 способами:
1 способ – с использованием гравитационных сил
2 способ – с использованием центробежных сил
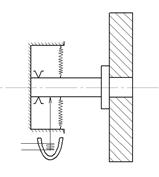
1 способ: при уравновешивании деталей применяются призмы, ролики и установки рычажно-призменной конструкции. Самый простой метод – балансировка на призмах.
Призма устанавливается горизонтально с допуском 0,02 мм на длине 1м.
Деталь плотно устанавливается на оправку. Призма изготавливается из инструментальной стали У-7, У-8. Поверхности этих призм обрабатываются с низкой шероховатостью. Ra =0.16..0,09мкм.
Длина призмы l выбирается так, чтобы деталь могла перекатываться 2-3 раза. У неуравновешенной детали центр масс смещён на расстояние R от оси вращения. После установки детали на призмы, деталь начнёт перекатываться по призме под действием момента.
Мвр=r∙cosα∙G
Будет перекатываться до тех пор, пока центр тяжести не окажется внизу, тогда грузик из пластилина добавляется на противоположную сторону до тех пор, пока не будет достигнуто безразличное равновесие, т.е. деталь не будет перекатываться. После этого временный грузик снимается и ввинчивается винт с таким же весом. Или с более тяжелой стороны удаляется часть металла (сверлением, шлифованием, фрезерованием). При перекатывании детали возникает момент трения.
Мтр=R∙k
R – реакция детали, равна весу G
k – коэффициент трения качения
Недостатком статической балансировки является недостаточная высокая точность
G=100кг, n=9000об/мин, k=0,003, q=G∙k=100∙0,003=300г∙см – дисбаланс
Py=mrω2; 
Следовательно, статическая балансировка применяется как предварительная. Для окончательной балансировке используется статическая балансировка в динамическом режиме (с использованием центробежных сил)
 Деталь устанавливается на технологическую оправу и приводится во вращение. С помощью электромагнитного датчика фиксируется величина дисбаланса. С помощью стробоскопа находят место неуравновешенной массы.
Деталь устанавливается на технологическую оправу и приводится во вращение. С помощью электромагнитного датчика фиксируется величина дисбаланса. С помощью стробоскопа находят место неуравновешенной массы.
Часто статическую балансировку осуществляют на машинах для динамической балансировки. Используется для узких деталей l (0,1…0,3). Тем самым мы предполагаем, что неуравновешенная масса находится в одной плоскости (шестерни, маховики, диски турбин). Для длинных деталей статической балансировки недостаточно, следовательно используют динамическую.
При вращении ротора с 2-мя неуравновешенными силами возникает момент: M=Р1д∙l. Данный момент можно устранить с помощью момента, направленного в другую сторону, с помощью грузиков, расположен в разных плоскостях (коррекции). Выбор этих плоскостей делают конструкторы, из условия, что эти плоскости наименее ответственны и наиболее доступны. Как правило такими плоскостями являются крайние торцовые поверхности ротора. Определение величины и углового расположения неуравновешенных масс осуществляется на машинах для динамической балансировки.
Вначале осуществляется поиск неуравновешенной массы и ее условие расположения для 1 плоскости. Устранив неуравновешенную массу, переходят к следующей плоскости (то же самое). Затем возвращаемся к первой плоскости и корректируем величину масс, затем возвращаемся ко второй плоскости (двух шагов хватает, чтобы попасть в допуск по дисбалансу), следовательно снимают пластилин, взвешивают и на его место вворачивают винт, аналогичный по весу. Можно теоретически доказать, что неуравновешенность можно устранить с помощью двух грузиков расположенных в 2-х плоскостях коррекции. В цехе сборки динамическую балансировку проводят аналогично с тем условием, что обороты гораздо меньше рабочих оборотов. Это верно при условии, что ротор жесткий. В гибком роторе возникают дополнительные неуравновешенность, в следствие изгиба оси. Величина изгиба меняется с изменением числа оборотов, следовательно для них балансировку делают до определенной частоты вращения (на низких нет).
Для эффективной балансировке:
1) Метод балансировки по собственным формам колебания при вращении соответствующих критических скоростях. Делается несколько запусков ротора и осуществляются уравновешение в нескольких плоскостях (не менее 3-х).
2) Балансировка по измерению деформации ротора с последующим расчетом эксцентриситета неуравновешенных масс на эксплуатационной частоте. Главная особенность – обеспечение эксплуатационных оборотов (это усложняет конструкцию стенда). Данный метод используется в опытном производстве.
3) На обычных балансировочных машинах на низких частотах (4-5 плоскостей коррекции).
4) Раздельная (последовательная) низкочастотная балансировка на станке отдельных составных частей.








