 2015-01-30
2015-01-30 1272
1272При выборе способов удаления и переработки стружки определяют ее количество как разность массы заготовок и деталей. При укрупненных расчетах массу стружки можно принимать равной 10 – 15% массы готовых деталей.
Для облегчения транспортирования длина стружки должна быть не более 200 мм, а диаметр спирального витка – не более 25 – 30 мм.
Техническое решение по организации сбора и транспортированного на 1 м2 цеха (корпуса). Критерием оценки выбранного варианта являются минимальные приведенные затраты на годовой выпуск. В работе (5) приведены следующие рекомендации.
При количестве стружки до 0,3 т в год, приходящейся на 1 м2 цеха площади цеха, целесообразно собирать стружку в специальные емкости и доставлять к месту сбора или используют транспортные роботы. Указанный способ транспортирования всегда применяют, когда на участке обрабатывают заготовки из разнородных материалов.
При количестве стружки до 0,3 т в год, приходящийся на1м2 площади цеха, целесообразно собирать стружку в специальные емкости и доставлять к месту сбора или переработки напольным транспортом. В ГПС для этой цели используют транспортные роботы.
При количестве стружки до 0,3 – 0,65 т в год, приходящийся на 1м2 площади цеха предусматривают линейные конвейеры вдоль станочных линий со специальной тарой в конце конвейера в углублении на подъемнике. Заполненная стружкой тара вывозится на накопительную площадку или участок переработки.
Если на 1м2 площади цеха приходящихся стружки до 0,65 – 1,2 т в год при общем количестве не менее 3000 т в год, рекомендуется создавать систему линейных и магистральных конвейеров, которые транспортируют стружку на накопительную площадку или бункерную эстакаду, расположенную за пределами цеха для погрузки на автосамосвалы.
Для крупных цехов при количестве стружки более 1,2 т в год на 1 м2 площади цеха и при общем количестве более 5000 т в год экономически целесообразно создавать комплексно-автоматизированную систему линейных и магистральных конвейеров с выдачей стружки в отделении переработки
(рис. 14)
В табл. приведены рекомендации для уборки стружки конвейеры.
Линейные конвейеры размещении станков участков необходимо группировать линии по видам обрабатываемых материалов, располагая линейные конвейеры с тыльной стороны линии. Учитывая сложность транспортирования витой стружки, целесообразно приближать участки с оборудованием, на котором образуется витая стружка, к отделению переработки стружки.
В процессе переработки витая стружка подвергается дроблению. Затем стружку всех видов с остатками масел и СОЖ подвергают обезжириванию. Для этого на центрифугах отделяют СОЖ, а затем промывают стружку горячей водой или щелочными растворами в специальных моечных машинах или подвергают обжигу, где органические примеси испаряются и выгорают.
Табл. 14
Конструктивные разновидности конвейеров для стружки
| Материал стружки | Линейные конвейеры | Магистральные конвейеры | ||
| Вид | Ширина, мм | Вид | Ширина, мм | |
| Сталь | Пластинчатые, винтовые, с бегущим магнитным полем | 400 – 500 | Пластинчатые | |
| Чугун | Скребковые | 180 – 500 | Скребковые, ленточные | |
| Алюминий | Лотковые с гидросмывом | 250 – 450 | Пластинчатые |
Алюминиевую стружку дополнительно подвергают магнитной сепарации для удаления из нее стружки черных металлов.
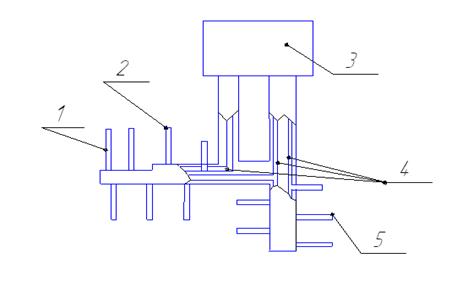
Рис. Схема комплексно-автоматического сбора и транспортирования стружки: 1, 2, 5 – линейные конвейеры соответственно для алюминиевой, стальной и чугунной стружки; 3 – отделение сбора и переработки стружки;
4 – магистральные конвейеры
Лучшим способом переработки стружки для вторичного переплава является брикетирование. Для этого используют специальные горизонтальные брикет-прессы, на которых стружку прессуют в брикеты цилиндрической формы диаметром 140 – 180 мм, высотой 40 – 100 мм и массой 5 – 8 кг.
Переработка с брикетированием в отделении цеха или корпуса экономически целесообразна при интенсивности образования стальной стружки 2,7 т/ч; чугунной – 1,5 т/ч и алюминиевой – 5 т/ч. Если интенсивность образования стружки меньше, то создают специализированные отделения.

