 2015-01-07
2015-01-07 1391
1391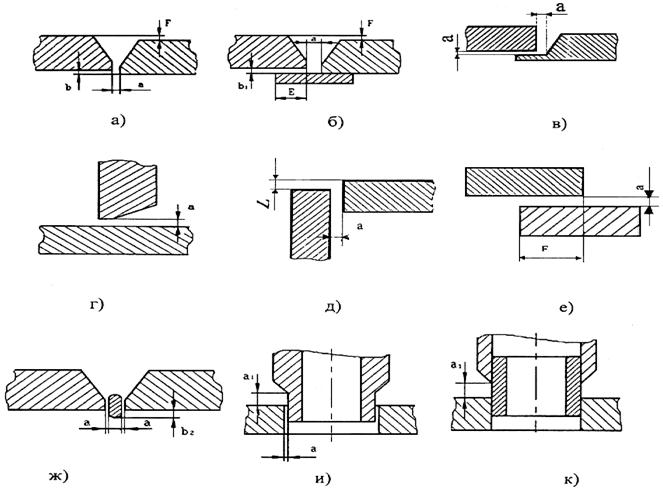
Рисунок 19 – а) стыковое соединение; б) стыковое соединение с остающейся подкладной пластиной (кольцом); в) стыковое замковое соединение; г) тавровое соединение; д) угловое соединение; е) нахлесточное соединение; ж) стыковое соединение с расплавляемой вставкой; и) угловые соединения штуцеров
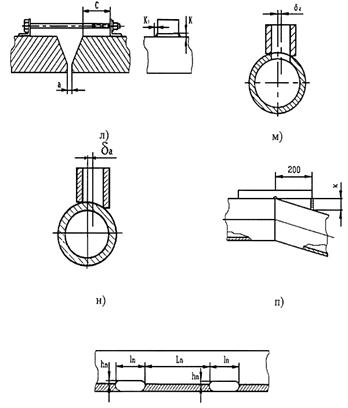
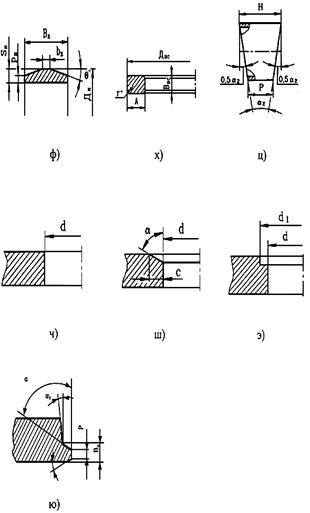
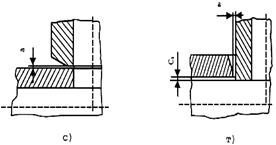
Рисунок 19 – Размеры, контролируемые при сборке соединения под сварку: л) соединение с приварными элементами временных креплений; м) соединение с несоосностью осей штуцера и корпуса; н) соединение с несоосностью осей в угловых соединениях труб; п) соединение с переломом осей цилиндрических деталей; р) прихватки соединения; с), т) тройниковое (угловое) соединение; ф) подкладное стальное остающееся кольцо; х), ц), ч) рассверловка отверстия под штуцер (патрубок) в корпусе (трубе, коллекторе); ю) - разделка кромок под автоматическую сварку в среде защитных газов.
Визуальному и измерительному контролю подготовки и сборки деталей под сварку подлежат не менее 20% деталей и соединений из числа представленных к приемке.
Объем выборочного контроля качества подготовки и сборки деталей под сварку может быть увеличен или уменьшен в зависимости от требований НД, ПТД и ПКД или по требованию заказчика.
При выявлении отклонений от требований рабочих чертежей и/или ПТД, которые могут привести к ухудшению качества сварных соединений, объем выборочного контроля должен быть увеличен вдвое для группы однотипных деталей (соединений). Если при дополнительном контроле вторично будут выявлены отклонения от требований конструкторской документации и/или ПТД, то объем контроля для группы деталей, подготовленных к приемке, должен быть увеличен до 100%.
Детали, забракованные при контроле, подлежат исправлению. Собранные под сварку соединения деталей, забракованные при контроле, подлежат разборке с последующей повторной сборкой после устранения причин, вызвавших их первоначальную некачественную сборку.
Визуальный контроль удаления материала, подвергнутого термическому влиянию во время резки термическими способами (газовая, воздушнодуговая, газофлюсовая, плазменная и др.) проводится на каждой детали, подвергавшейся резке.
На кромках разделки не должно быть следов резки (для деталей из низкоуглеродистых, марганцовистых и кремнемарганцовистых сталей) и следов разметки (кернение), нанесенной на наружной поверхности деталей после резки.

