 2015-01-07
2015-01-07 509
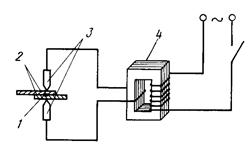
509Принцип сварки. Это сварка, при которой соединение элементов присходит на участках, ограниченных площадью торцов электродов, подводящих ток и передающих силу сжатия. Основной тип соединения свариваемых деталей при точечной сварке – нахлёсточное.
| 
|
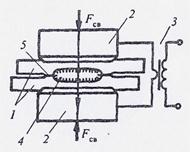
| Рисунок 1 – Схема точечной сварки: 1 – сварная точка, 2- свариваемые пластины, 3 – электроды, 4 – трансформатор. | Рисунок 2 - Схема точечной сварки: 1 - детали, 2 - электроды, 3 – источник энергии, 4 – зона расплавления металла, 5 – уплотняющий поясок. |
Свариваемые детали 1 собирают внахлёстку и зажимают усилием FCB между двумя электродами 2, подводящими ток большой силы (до нескольких десятков кА) к месту сварки от источника электрической энергии 3 невысокого напряжения (обычно 3-8 В). Детали нагреваются кратковременным (0,01-0,5 с) импульсом тока до появления расплавленного металла в зоне контакта 4. Нагрев сопровождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодействия с воздухом. Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами. Стадии процесса контактной точечной сварки.
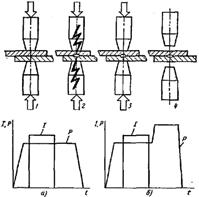
| Рисунок 3 - Стадии цикла и циклограммы точечной сварки а - без увеличения давления; б - с увеличением давления при проковке; 1 - сжатие деталей; 2 - включение тока; 3 - проковка; 4 - снятие давления с электродов |
Границы применимости.
размеры –  мм, диаметр 3-10мм,
мм, диаметр 3-10мм,
материалы –,
области использования – транспортное машиностроение, вагоностроение, приборостроение;
параметры -  кА,
кА,  В, время сварки
В, время сварки  с усилие
с усилие  Н;
Н;








