 2015-01-07
2015-01-07 1463
1463Сварка взрывом разработана в СССР в 1946 г. академиком М. А. Лаврентьевым.
Принцип сварки. Сварка взрывом - процесс получения соединения под действием энергии, выделяющейся при взрыве заряда взрывчатого вещества (ВВ). Принципиальная схема сварки взрывом приведена на рис. Неподвижную пластину (основание) 4 и метаемую пластину (облицовку) 3 располагают под углом α = 2-16° на заданном расстоянии h = 2-3 мм от вершины угла. На метаемую пластину укладывают заряд ВВ 2. В вершине угла устанавливают детонатор 1. Сварка производится на опоре 5.
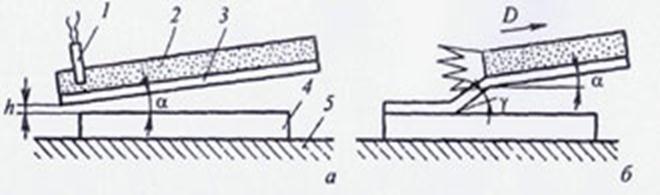
Угловая схема сварки взрывом до начала (а) и на стадии взрыва (б)
В современных процессах металлообработки взрывом применяют заряды ВВ массой от нескольких граммов до сотен килограммов. Большая часть энергии, выделяющейся при взрыве, излучается в окружающую среду в виде ударных волн, сейсмических возмущений, разлета осколков. Воздушная ударная волна - наиболее опасный поражающий фактор взрыва. Поэтому сварку взрывом производят на полигонах (открытых и подземных), удаленных на значительные расстояния от жилых и промышленных объектов, и во взрывных камерах (см. рис. 3.50).
Границы применимости:
- размеры: S = 0,5 – 25 мм.
- материал: углеродистые высоколегированные стали, алюминий, медь никель титан.
- область ипользования: внешнее и внутреннее покрытие(плакирование) ёмкостей и труб, матриц прессов, производство реакторов, химическое приборостроение.
- параметры: скорость распространения ударной волны 400 – 900 мм/с, давление 100 – 1000 МПа, температура 800 – 900о С, маса ВВ 20г – 4,5кг, угол 7о – 50о – сталь, 10о – Al.
Cварка трением (R-)
Принцип сварки. Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия (рисунок 1).
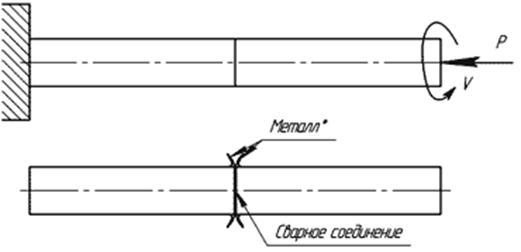
Схема сварки трением
Процесс образования сварного соединения:
1. Вследствие действия сил трения сдираются оксидные плёнки;
2. Наступает разогрев кромок свариваемого металла до пластичного состояния, возникает временный контакт, происходит его разрушение и высокопластичный металл (металл шва)* (см.рисунок 1) выдавливается из стыка;
3. Прекращение вращения с образованием сварного соединения.
В этом способе вращаемую деталь располагают в маховике, который раскручивают до заданной скорости, детали соединяют и сварка завершается остановкой вращения маховика.
Границы применимости:
размеры -  мм,
мм,  мм.
мм.
материалы – низкоуглеродистая сталь, алюминий, медь.
параметры -  МПа, скорость вращения 300-3000 об/мин, t=1-100 с, продолжительность выдержки 1-10 сек.
МПа, скорость вращения 300-3000 об/мин, t=1-100 с, продолжительность выдержки 1-10 сек.
Достоинства инерционной сварки трением:
· Не требуется большой мощности;
· Быстрота сварки, меньшая зона разогрева, вследствие точного дозирования энергии.
Холодная сварка (KP-)
Принцип сварки. Способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками. Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение.
Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву.
Качество сварного соединения определяется исходным физико-химическим состоянием контактных поверхностей, давлением (усилием сжатия) и степенью деформации при сварке. Оно также зависит от схемы деформации и способа приложения давления (статического, вибрационного). В зависимости от схемы пластической деформации заготовок сварка может быть точечной, шовной и стыковой.








