 2015-01-07
2015-01-07 2441
2441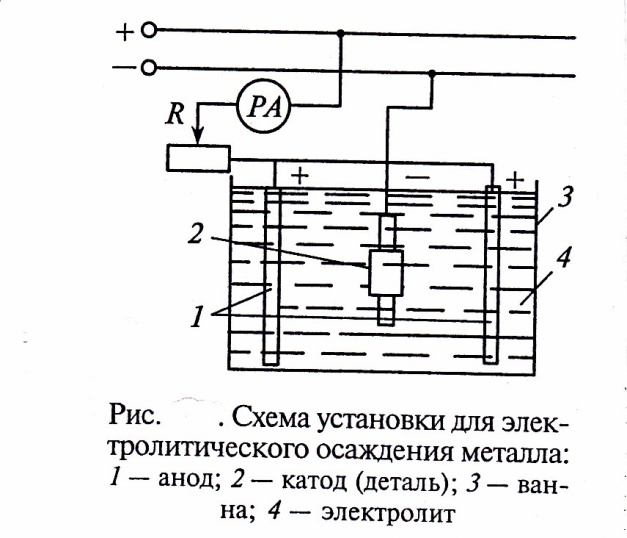
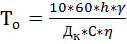
Основное время (ТО) определяется временем выдержки детали в гальванической ванне, в течении которого на поверхности ее идет наращивание металла:
 , где:
, где:
h-толщина слоя наращивания металла на сторону. (припуск на железнение, хромирование, мм);
 -полтность металла, г/см3 (хром-6,9-7,1; железо- 7,8)
-полтность металла, г/см3 (хром-6,9-7,1; железо- 7,8)
С- электрохимический эквивалент, г/А*ч (при хромировании С=0,324, железнении С=1,042)
 - плотность тока на катоде (~ 50 А/ДМ2)
- плотность тока на катоде (~ 50 А/ДМ2)
η- коэффициент выхода металла по току (~ 75-96%)
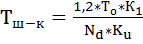
Штучно- калькуляционное время при работе оператора на одной ванне:
 , где:
, где:
 -коэфициент учитывающий
-коэфициент учитывающий  (при хромировании-1,16, железнении-1,18);
(при хромировании-1,16, железнении-1,18);
 -число деталей на одну загрузку в ванну- зависит от габаритов деталей, принимается от 10 до 30 шт.)
-число деталей на одну загрузку в ванну- зависит от габаритов деталей, принимается от 10 до 30 шт.)
 -коэффициент использования ванны за смену(при хромировании- 0,75, железнении- 0,95)
-коэффициент использования ванны за смену(при хромировании- 0,75, железнении- 0,95)
Вспомогательное время ( ) принимаеться равным 0,2 То
) принимаеться равным 0,2 То








