 2015-01-07
2015-01-07 3450
3450Схема электрическая принципиальная Цикл контактной
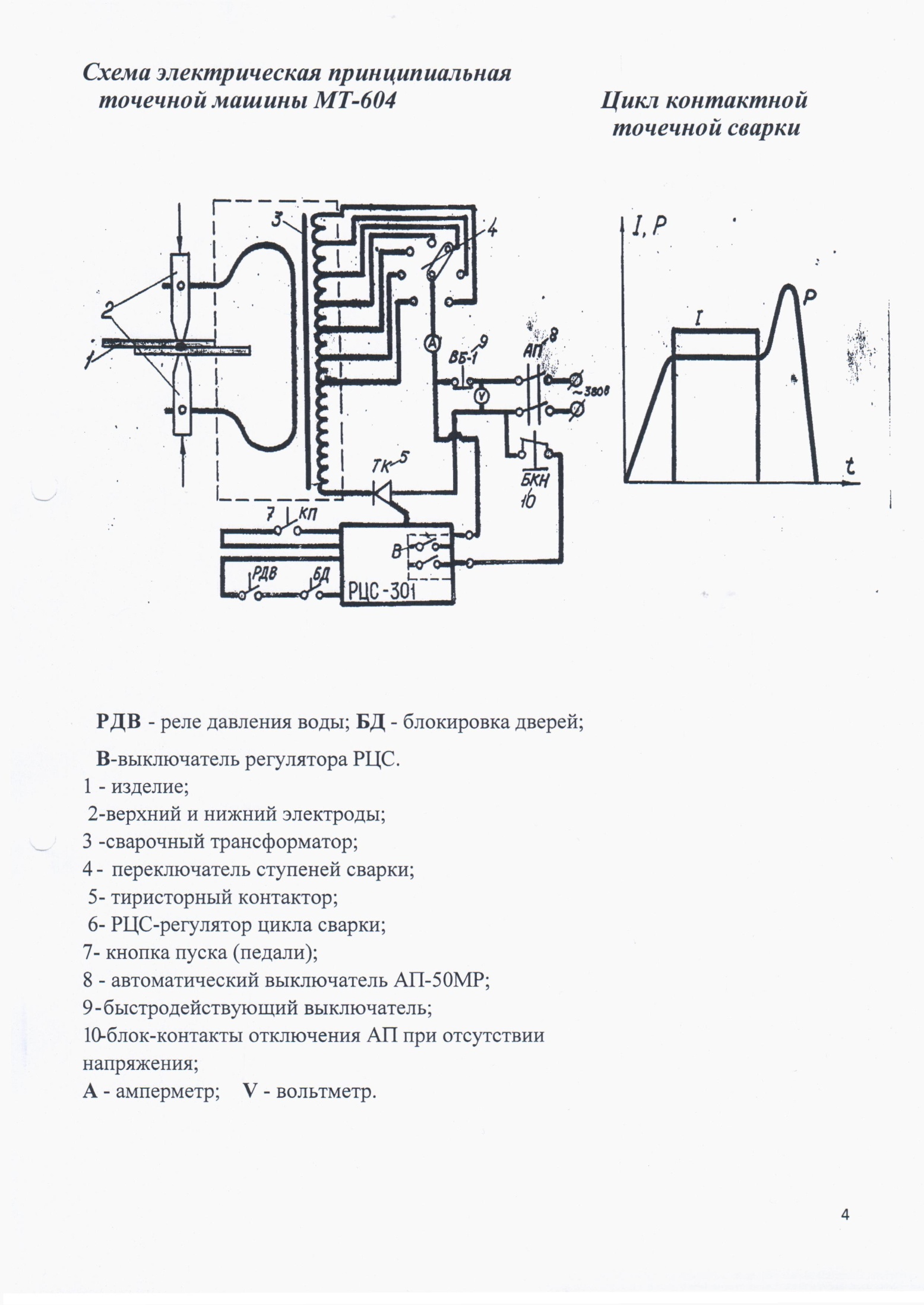
рдв - реле давления воды; БД - блокировка дверей;
В -выключатель регулятора РЦС.
1 - изделие;
2 - верхний и нижний электроды;
3 - сварочный трансформатор;
4 - переключатель ступеней сварки;
5 - тиристорный контактор;
6 - РЦС-регулятор цикла сварки;
7 - кнопка пуска (педали);
8 - автоматический выключатель АП-50МР;
9 - быстродействующий выключатель;
10-блок-контакты отключения АП при отсутствии напряжения;
А - амперметр; V - вольтметр.
где А - энергия, накопленная в конденсаторах, Дж;
С - емкость конденсаторов, Ф;
И - напряжение зарядки конденсаторов, В.
Изменение рабочей емкости и напряжения, а также коэффициента трансформации сварочного трансформатора позволяет получать импульсы сварочного тока (ICB = f (т)) различных форм и величин.
В настоящее время в промышленности используют конденсаторные машины для стыковой, точечной, шовной и рельефной сварки.
Режим шовной сварки на конденсаторной машине определяется сварочным током 1св, временем разряда конденсатора (временем сварки) т, усилием сжатия свариваемых деталей Р и скоростью сварки vCB. Время сварки, усилие сжатия и скорость сварки легко регулируются.
Основными преимуществами сварки на конденсаторных машинах являются:
3 Невысокая потребляемая мощность;
4 Нет резких колебаний напряжения в сети вследствие постоянного отбора энергии;
5 Кратковременное протекание тока и высокая его плотность обеспечивают малую зону термического влияния, что позволяет сваривать материалы очень небольших толщин (до нескольких мкм);
6 Строгая дозировка количества энергии в месте соединения заготовок обеспечивает стабильное качество сварки и позволяет сваривать разнородные по составу и толщине материалы, для которых непригодны другие методы сварки.
7 Сварку на конденсаторных машинах легко механизировать и автоматизировать, что повышает производительность труда и качество сварки.
Конденсаторные машины, обеспечивающие высокие стабильность параметров режима и качество сварных соединений, относят к машинам ответственного назначения. Для сварки герметичным швом чувствительных элементов (мембран, сильфонов и т.д.) и других ответственных изделий используют роликовые конденсаторные машины типа МТ -604.
3. Оборудование, инструмент, материалы:
Машина роликовая конденсаторная МТ-604;
Станция питания и управления СПУ-РК;
Образцы из нержавеющей стали ОД...0,3 мм;
Секундомер;
Линейка.
4. Методика работы:
Ознакомившись по описанию в теоретической части с основой и технологическими возможностями контактной сварки, а также преимуществами и областями применения сварки с использованием конденсаторных машин, приступить к выполнению экспериментальной части работы, т.е. к исследованию влияния отдельных параметров режима сварки (емкости батареи конденсаторов, напряжения зарядки конденсаторов и скорости сварки) на качество сварочного соединения:
1) Получить у преподавателя образцы из нержавеющей стали;
2) Подготовить машину МТ-604 к сварке (порядок включения, работы и выключения машины МТ-604см. в инструкции на раб. месте);
3) По указанию преподавателя проварить несколько швов при разных емкостях батареи конденсаторов (от 50 до 300 мкФ), напряжениях зарядки конденсаторов (от 0,06 до 0,1 кВ) и скоростях сварки (от третьего до пятого положения переключателя скорости сварки на МТ-604);
4)  Определить скорость сварки (окружную скорость вращения сварочных роликов) по формулам:
Определить скорость сварки (окружную скорость вращения сварочных роликов) по формулам:
5) Выключить машину;
6) Оценить визуально по наличию прожогов, выплесков, непроваров и т.д. по механической прочности качество сварочных швов, полученных при различных режимах сварки;
7) Результаты работы занести в таблицу.
Таблица
Влияния некоторых параметров на качество сварного соединения
| Усилие сжатия электродов (Н) | Напряжение зарядки (кВ) | Сила тока | Скорость сварки (мм/с) | Качество сварного соединения |
| 0,38 | 4,4 | некачественно | ||
| 0,38 | 3,6 | некачественно | ||
| 0,38 | 3,6 | качественно |
8) По результатам эксперимента выбрать оптимальный режим сварки.
5. Контрольные вопросы:
1) Какова суть контактной сварки?
Контактная сварка - термомеханический процесс образования неразъемного
соединения металлов вследствие установления между ними межатомных связей, при котором локальный нагрев свариваемых деталей проходящим электрическим током в зоне соединения сопровождается пластической деформацией, развивающейся под действием сжимающего усилия.
2) Что влияет на количество теплоты, выделяющейся при контактной сварке?
На количество теплоты, выделяющееся при контактной сварке влияют: величина сварочного тока, сопротивление зоны сварки, время протекания сварочного тока.
3) Что такое зона термомеханического влияния?
В соседней зоне металл нагревается ниже температуры плавления и подвергается частично пластической деформации. В этой зоне, называемой зоной термомеханического влияния, происходят изменения исходной структуры и свойств металла.
4) Назовите основные разновидности контактной сварки.
Различают сварку: точечная, шовная, стыковая, рельефная
5) Каковы технологические возможности контактной сварки?
Контактную сварку используют для соединения чёрных и цветных металлов и сплавов.
10) Назовите основные элементы электрической схемы МТ-604.
Реле давления воды; блокировка дверей; выключатель регулятора РЦС, изделие;
верхний и нижний электроды; сварочный трансформатор; переключатель ступеней сварки; тиристорный контактор; РЦС-регулятор цикла сварки; кнопка пуска (педали);
автоматический выключатель АП-50МР; быстродействующий выключатель;
блок-контакты отключения АП при отсутствии напряжения;
амперметр; вольтметр.








